



- MI-vel fordítva
Kisebb méretű orvosi műszerek gazdaságosan és biztonságosan gyártása
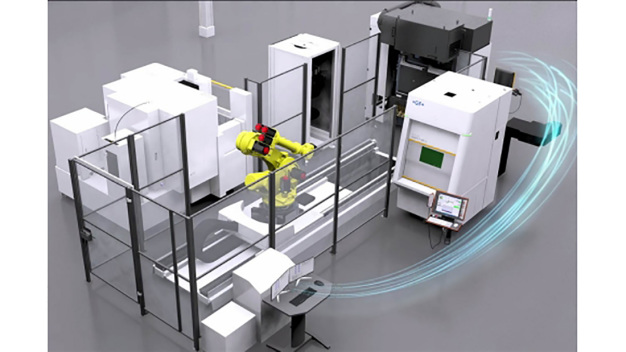
Automatizált gyártás egy sebészeti vágóblokk példáján keresztül

Sebészeti vágási blokk drótfűzése az AgieCharmilles CUT P 500 készülékkel a GF Machining Solutions-től.

A GF Machining Solutions segítségével az eszközök teljesen automatikusan gyárthatók. Minden gyártási lépést összekapcsolhatunk egy automatizált munkafolyamattá. A kapcsolat a vevő ERP rendszerével és a gyártási adatok visszakövethetősége, például a Device History Record segítségével, biztosított.

A 5-tengelyes, nagysebességű Mikron MILL S és X szerszámgépekkel például rozsdamentes acélból készült komplex felületeket gyorsan, rendkívül precízen és magas felületi minőségben lehet elkészíteni. Ideális kis- és közepes sorozatokhoz összetett formák esetén kemény, nehezen megmunkálható anyagokból.

Az GF Machining Solutions 5-tengelyes Laser P 400 U a tökéletes megoldás a felületek gyártásához. A gép egy munkamenetben képes textúrázni, gravírozni és jelölni. Így funkcionális felületek készíthetők lézeres textúrázással egyetlen megmunkálási ciklusban.
A gyártás az orvostechnikában szigorú költség- és minőségnyomásnak van kitéve. A műtéti vágóblokkok gyártása, amelyek a csípő- és térdprotézis műtétek során a fűrészlap helyes és raktáron megfelelő pozícióba történő elhelyezését és vezetését szolgálják, jó példája annak, hogyan felel meg a GF Machining Solutions ezeknek a kritikus szempontoknak.
A műtéti vágóblokkok gyártása különböző folyamatok sorozatából áll, mint például marás, drótos erózió és feliratozás. A vágóblokkok általában keményített rozsdamentes acélból készülnek, és komplex felületekkel rendelkezhetnek, hogy alkalmazkodjanak a csont formájához, valamint vezetősínekkel, amelyek kiváló felületminőséggel bírnak. Ezeknek az eszközöknek a külseje matt, hogy ne tükrözze a műtői lámpák erős fényeit, ezáltal zavarva a sebész látását. A mattítás előtt üveggyöngyökkel kritikus jellemzőket, például fúrásokat és meneteket kézzel fednek le.
Az eszközök minőségi követelményeinek való megfelelés és a például ISO 13485 szabványok betartása érdekében számos kihívást kell leküzdeni. A legfontosabbak közé tartoznak:
- megbízható gyártási adatok rögzítése a Device History Record (DHR) számára
- rendkívül sima és átmenet nélküli felület létrehozása marással
- kritikus jellemzők precíziós megmunkálása
- drót törésének elkerülése az eróziós folyamat során
- költséghatékony gyártás kis sorozatszám esetén
A GF Machining Solutions egyedülálló technológiai portfóliójában megoldásokat kínál mindezekre a kihívásokra, legyen szó eszközökről vagy implantátumokról.
Gyártás automatizált cellában
A megoldás középpontjában a System 3R WorkShopManager szoftver (WSM) áll, amely egy nullpont-rögzítő rendszerrel van összekötve. A WorkshopManager egy digitális irányítási rendszer, amely irányítja a gyártási megbízásokat és szabályozza a termék- és adatáramlást a cellában. Egy másik fontos része a rendszernek a System 3R-paletták és a nullpont-rögzítő rendszer, amely pontosan pozícionálja a palettákat a munkadarabbal a különböző megmunkálási lépések során. A visszakereshetőség egy beépített RFID-chip segítségével biztosított, amely minden palettát egyedi azonosítóval lát el.
A folyamat azzal kezdődik, hogy a keményített alapanyagot a System 3R-palettára rögzítik, majd a helyzeteltéréseket egy koordináta mérőgépen mérik. Ezek az adatok összekapcsolódnak a paletta azonosítójával, és átkerülnek egy SQL adatbázisba, amely a WorkShopManager része. Más adatok, például a gyártási tételszám vagy a kezelő azonosítója is tárolhatók ebben az adatbázisban. A paletták ideálisak az automatizált gyártáshoz, mivel egy robot néhány másodperc alatt fel- vagy le tudja tölteni a gyártógépet velük. A pozícióismétlési pontosság néhány mikrométer, így a munkaállomások között minimális a hibalehetőség. A munkafolyamatonkénti előkészítési idő rendkívül rövid.
A WorkShopManager azonban sokkal több, mint egy tervezőeszköz. Közvetlenül összekapcsolható az ERP rendszerrel, hogy szükség szerint betöltsék a gyártási megbízásokat és a CAM programokat, valamint átadják az adatokat a gépnek. Az automatizált adatcsere megakadályozza, hogy a kezelő rossz CAM-fájlt válasszon, vagy hibát kövessen el az adatok olvasásánál vagy írásánál hagyományos papíralapú rendszer esetén. A feldolgozás befejezése után a releváns gyártási adatok visszakerülnek az ERP rendszerbe.
5-tengelyes marás a hatékonyság növeléséért
A marás az első munkafolyamat, amely kialakítja a külső formát és felületet, valamint más lényeges jellemzőket, mint például vezetőfuratokat, meneteket stb. A közvetlen meghajtású motorok mind az öt tengelyen, egy erőteljes StepTec-orsóval (42 000 fordulat/perc), egy 220 fokban elforgatható munkatartóval és magas dinamizmussal a Mikron MILL X 400 U a tökéletes választás. Ideális kis és közepes sorozatokhoz, összetett formákhoz, kemény, nehezen megmunkálható anyagokból.
Például a műtéti vágóblokk mindössze 46 perc alatt marható keményített 17-4 ph rozsdamentes acélból (45 HRC), felületi érdessége kevesebb, mint Ra 0,7 µm. A magas felületi minőség a nagy munkatartó szögtartománynak köszönhető, amely kiváló hozzáférést biztosít a munkadarabhoz. Ez lehetővé teszi rövid vágószerszámok alkalmazását, amelyek csökkentik a vibrációt és növelik a szerszám élettartamát. A Mikron MILL X emellett automatikus kalibrációs funkcióval (AMC) rendelkezik, amely könnyen és gyorsan biztosítja a pontosságot még nehéz körülmények között is. A kalibráció néhány perc alatt elvégezhető, és bármikor újra futtatható – külön képzettség nélküli személyzet is elvégezheti. Ez a kalibráció elvégzése előtt a gép geometriai pontossága visszakereshetően tárolható a megbízási adatokkal. A Mikron MILL X 400 U továbbá hatékony és helytakarékos szálkezelő rendszerrel van felszerelve.
Drótos erózió drót törés nélkül
A műtéti vágóblokk egyik legfontosabb része a nagyon precíz, a sebész által vezetett fűrészlap útját biztosító hornyok kialakítása. Ezek a hornyok nyílásánál bevezető vágófelülettel rendelkeznek, hogy megkönnyítsék a fűrészlap behelyezését. Ezeket általában drótos eróziós géppel gyártják. A kialakításból adódóan gyakran jelentkező, erősen eltérő anyagszélességek fontos kritériumok a folyamat stabilitásához.
A kiváló választás erre a feladatra az AgieCharmilles CUT P 550 drótos eróziós gép. A CUT P sorozat a Quadrax rendszerből profitál, ahol az asztal és a munkadarab áll, a drót mozgása az egyes tengelyek mentén történik – ez a kialakítás lehetővé teszi mind a hengeres vágásokat, mind a nagyobb szabadságfokú konikus alkalmazásokat. A drót mozgatása a munkadarab helyett nagyobb pontossághoz és jobb reprodukálhatósághoz vezet, különösen nagyobb munkadarabok esetén. A gép konikus vágásokat képes +/- 45 fok között, így a munkadarabot nem kell rögzíteni és mozgatni. Ez időt és munkát takarít meg, növeli a pontosságot. A CUT P sorozat gépteste alacsony hővezetőképességű és rezgéscsillapító tulajdonságokkal rendelkezik, így hozzájárulva a magas precizitáshoz és felületi minőséghez.
Az egyik legnagyobb kihívás a műtéti vágóblokk gyártásában a különböző anyagszélességek kezelése, amelyek mind a minőségi problémákhoz vezethetnek a vágási felületen, mind a drót törés kockázatát növelhetik. Az új, innovatív Spark Track technológia és az egyedi ISPS-modul (Intelligens szikravédelem rendszer) végső kontrollt biztosít a felhasználónak az eróziós folyamat során. Az ISPS-modul elemzi a szikra helyzetét és intenzitását, és valós időben módosítja a gép paramétereit, hogy elkerülje a drót törését, miközben fenntartja az optimális vágási sebességet. A rendszer szinte nullára csökkenti a drót törés kockázatát, javítja a felületi minőséget és általában csökkenti a megmunkálási időket. Az ISPS a drótos erózió egyik legfontosabb technológiai fejlődése.
Teljes, szennyeződésmentes felületszerkezet, funkciófelirat és címkézés egy munkafolyamatban, manuális beavatkozás nélkül
A drótos erózió után a vágóblokk külső felületét texturálják, hogy ne tükrözze a fényt. A hagyományos gyártás során először a kritikus felületeket, mint például vezetősínek, furatok és menetek kézzel fedik le, majd a munkadarabot kézzel felületi csiszolásnak vetik alá. Mivel ez a módszer gyakran problémás szikragyűjtő maradványokat hagy maga után, a munkadarabot a csiszolás után ultrahangos tisztítóberendezésben mossák. Ez a hagyományos lefedés, csiszolás és mosás időigényes és drága. Egy lézeres feliratozó rendszerben a munkadarabot minden felületnél, ahol logót, UDI-t vagy más adatokat kell megjelölni, manuálisan kell újra igazítani.
A GF Machining Solutions megoldásában a mattítást lézeres texturálással, valamint a funkció- és termékfeliratozást egyetlen munkafolyamatban végzik el egy 5-tengelyes AgieCharmilles Laser P 400 U lézerrel, amely egy egyedülálló lézerforrással rendelkezik, amely képes mind vörös, mind zöld Femto lézerimpulzusokat generálni.
Először a külső felületet lézerimpulzusokkal kezelik, hogy felületi érdességet érjenek el, hasonlóan a felületi csiszoláshoz. Ezáltal elkerülhető a sebész által zavaró reflexió az operációs fényekről. Ezután következik a feliratozás. A lézer alkalmazásának több előnye is van: kiküszöböli a bonyolult lefedő munkálatokat, nem hagy szikragyűjtő maradványokat például furatokban, meneteken és felületeken. Funkciófeliratok, logók, UDI-kódok és DataMatrix jelölések egy munkafolyamatban készülnek el. A munkadarab tiszta marad, időt és energiát takarít meg, csökkenti a hibalehetőséget, valamint a karbantartási és hulladékkezelési költségeket.
A GF Machining Solutions kezelő szoftverével a Laser P 400 U szinte végtelen felületi textúrákat képes létrehozni – a homokfúvott üveggyöngyös matt felülettől a hidrofób felületeken át a geometrikus mintákig, amelyek kutatási eredmények szerint antibakteriális tulajdonságokkal rendelkeznek. Ez a technológia számos tervezési lehetőséget nyit meg, és lehetővé teszi a gyártók számára, hogy innovatív felületeket hozzanak létre, ezzel kitűnve a versenytársak közül.
Ezenkívül az AgieCharmilles LASER P 400 U a GF külső partnerének technológiájával hatékony hamisítás elleni jellemzőket is képes beágyazni, például rejtett logók beillesztésével a munkadarabba. Így az ügyfél okostelefonos alkalmazás segítségével ellenőrizheti, hogy az orvosi eszköz eredeti-e vagy sem.
Csatlakozás az ERP rendszerekhez
Amint egy műtéti vágóblokk elkészül, a kör bezárul.
A WorkShopManager átadja a releváns gyártási adatokat a Device History Record (DHR) számára az ERP rendszernek. Egy ilyen megbízás jellemző adatai például: használt gépek, paletták, CAM-fájlok, kezdő és befejező időpont, gyártási dátum és sok más.
Így csökkenthető a munkaidő és a hibák száma, valamint megfelelhetnek a minőségbiztosítási rendszerek, például az ISO 13485 követelményeinek.
Összefoglalás
A műtéti eszközök gyártása az ISO 13485 szabvány és a költségcélok betartásával kihívást jelent. A GF Machining Solutions integrált és automatizált megközelítése segít leküzdeni a legnagyobb kihívásokat a gyártás során. A GF egy olyan csomagot kínál, amely egyaránt figyelembe veszi a termékminőséget, a költségeket és a minőségügyi követelményeket. Különösen kis sorozatok és magas alkatrészváltozatosság esetén.
GF Machining Solutions
73614 Schorndorf
Németország



