



- Translated with AI
Economically & safely manufacturing small batch sizes of medical instruments
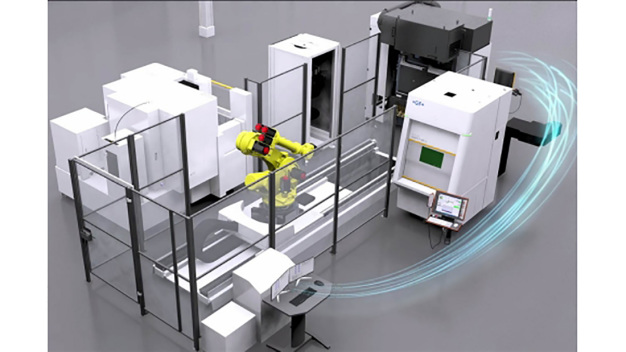
Automated manufacturing using the example of a surgical cutting block

Wire EDM of a surgical specimen block with an AgieCharmilles CUT P 500 from GF Machining Solutions.

With GF Machining Solutions, instrument sets can be manufactured completely automatically. All manufacturing steps can be linked together into an automated workflow. Integration with the customer's ERP system and traceability of production data via Device History Record are guaranteed.

With the 5-axis high-speed milling machines Mikron MILL S and X, complex surfaces of an instrument set, for example made of stainless steel, can be machined quickly, very precisely, and with a high surface quality. Ideal for small to medium batch sizes of complex shapes made from hard, difficult-to-machine materials.

For the production of surfaces, the 5-axis Laser P 400 U from GF Machining Solutions is the ideal solution. The machine can texture, engrave, and mark in a single operation. This allows functional surfaces to be produced through laser texturing in one setup.
In medical technology, the production of medical instruments is subject to strong cost and quality pressures. The manufacturing of surgical saw blades, which serve to correctly and accurately position and guide a saw blade during hip and knee replacement surgeries, is a good example of how GF Machining Solutions meets these two critical aspects.
The production of surgical saw blades consists of a sequence of different processes such as milling, wire erosion, and marking. The blades are usually made from hardened stainless steel and can feature complex surfaces to adapt to the shape of the bone, as well as guide slots with very good surface quality. The exterior of these instruments is matte to prevent reflections of the intense light from operating room lights and to avoid disturbing the surgeon's view. Critical features such as holes and threads are manually masked before bead blasting.
To meet the quality requirements of these devices and simultaneously comply with medical standards such as ISO 13485, several challenges must be overcome. The most important include:
- Reliable recording of essential production data for the Device History Record (DHR)
- Creating an extremely smooth and seamless surface via milling
- Precision in critical features
- Avoiding wire breaks during the erosion process
- Cost-effective manufacturing for small batch sizes
GF Machining Solutions offers solutions for all these challenges within its unique technology portfolio, whether for instruments or implants.
Manufacturing in an automated cell
The core of the solution is the System 3R WorkShopManager (WSM) software combined with a zero-point clamping system. The WorkShopManager is a digital control system that manages production orders and regulates both product and data flow within the cell. Another key component is the System 3R pallets and the zero-point clamping system, which precisely positions the pallets with the workpiece during various processing steps. Traceability is ensured via an integrated RFID chip that assigns each pallet a unique, individual identifier.
The process begins with clamping the hardened raw material block onto the System 3R pallet and measuring the offset data on a coordinate measuring machine. These data are linked to the pallet ID and transferred to an SQL database, which is part of the WorkShopManager. Other data such as batch number or operator ID can also be stored in this database. The pallets are ideal for automated manufacturing, as a robot can load or unload a production machine within seconds. A positioning repeat accuracy of a few micrometers is guaranteed. The setup effort per work step is thus extremely minimal.
However, the WorkShopManager is much more than a planning tool. It can be directly connected to the ERP system to load manufacturing orders and CAM programs as needed and transfer them to the respective machine. The automated data exchange with the manufacturing cell prevents errors such as selecting the wrong CAM file or making mistakes when reading or writing data with a conventional paper-based system. After processing, the relevant manufacturing data are sent back via the customer network to the ERP system.
5-axis milling for greater efficiency
Milling is the first operation and produces the outer shape and surface as well as other essential features such as guide holes, threaded features, etc. With direct drives on all five axes, a powerful StepTec spindle with 42,000 rpm, a swiveling worktable with 220 degrees, and high dynamics, the Mikron MILL X 400 U is the perfect choice. It is ideal for small to medium batch sizes of complex shapes made from hard, difficult-to-machine materials.
The surgical saw blade, for example, is milled in just 46 minutes from hardened 17-4 PH stainless steel (45 HRC) with a surface roughness of less than Ra 0.7 µm. The high surface quality is also attributable to the large swiveling range of the table, which allows excellent access to the workpiece. This enables the use of short cutting tools, reducing vibrations and increasing tool life. The Mikron MILL X also features automated calibration (AMC), which ensures precision even under difficult conditions at the push of a button. Calibration takes only a few minutes and can be performed at any time — without the need for specially trained personnel. If this calibration is performed before a job, the correct machine geometry can be stored traceably with the job data. The Mikron MILL X 400 U also features highly efficient and space-saving chip management.
Wire erosion without wire breakage
The heart of a surgical saw blade is very precisely manufactured slots that guide the surgeon's saw blade in the correct position. These slots have entry chamfers at the openings to facilitate the insertion of the saw blade. They are usually produced with a wire erosion machine. The often significantly varying material cross-sections due to design are an important criterion for process stability during manufacturing.
The AgieCharmilles CUT P 550 wire erosion machine is excellent for this purpose. The CUT P series benefits from the Quadrax system, where the table and workpiece are stationary, and the wire moves along the axes — this design allows both cylindrical cuts and higher degrees of freedom in conical applications. Moving the wire instead of the workpiece results in greater accuracy and improves overall system reproducibility, especially for larger workpieces. The machine can cut conically within a range of +/- 45 degrees, so the component does not need to be clamped and repositioned. This saves time and effort and increases accuracy. The machine bed of the CUT P series also features low thermal conductivity and vibration damping properties, contributing to high precision and surface quality.
One of the biggest challenges in manufacturing surgical saw blades is handling the different material cross-sections, which can lead to quality issues on the cut surface and increase the risk of wire breakage. The new, innovative Spark Track technology and the unique ISPS module (Intelligent Spark Protection System) give the operator ultimate control over the erosion process. The ISPS analyzes spark position and intensity and adjusts machine parameters in real time to prevent wire breakage while maintaining optimal cutting speed. The system reduces the risk of wire breakage to nearly zero, improves surface finish, and often shortens processing times. The ISPS is one of the most significant technological advances in wire erosion.
Complete, residue-free creation of surface structures, functional markings, and labeling in a single process without manual activities
After wire erosion, the outer surface of the saw blade is textured to prevent reflection. In standard manufacturing, critical surfaces such as guide slots, holes, and threads are first masked manually, then the workpiece is manually surface blasted. Since this process often results in problematic residuals from the blasting media, the workpiece is cleaned afterward — usually in an ultrasonic cleaning system. This conventional masking, blasting, and cleaning process is time-consuming and expensive. In a laser marking system, the workpiece must then be manually realigned for each surface marked with a logo, UDI, or other data.
GF Machining Solutions' approach involves laser texturing for matte surfaces as well as functional and product marking in a single operation on a 5-axis AgieCharmilles Laser P 400 U, equipped with a unique laser source capable of producing both red and green femto laser pulses.
Initially, the outer surface is irradiated with laser pulses to achieve a surface roughness similar to that of surface blasting. This avoids the reflection of operating room light that could disturb the surgeon. Then, marking takes place. Using a laser offers several advantages: elimination of elaborate masking work, no residuals in holes, threads, or surfaces, and the ability to produce functional markings, logos, UDI codes, and Data Matrix labels in a single process. The workpiece remains clean, saving time and energy, reducing the risk of errors, and lowering maintenance and disposal efforts.
With GF Machining Solutions' control software, the Laser P 400 U can produce an almost unlimited variety of surface textures — from bead blasting for matte surfaces, hydrophobic surfaces, to geometric patterns that research shows can have antibacterial properties. This technology opens up numerous design possibilities and allows manufacturers to create innovative surfaces that distinguish them from competitors.
Additionally, the AgieCharmilles LASER P 400 U can incorporate effective anti-counterfeiting features by embedding hidden logos into the workpiece using the technology of an external GF partner. Customers can verify whether a medical instrument is genuine using a smartphone app.
Connection to ERP systems
Once a surgical saw blade is fully manufactured, the process is complete.
The WorkShopManager transmits the relevant production data for the Device History Record (DHR) to the ERP system. Typical information for such a job includes: used machines, pallets, CAM files, start/end times, manufacturing date, and much more.
This helps reduce workload and errors, and ensures compliance with quality standards such as ISO 13485.
Summary
The manufacturing of medical instruments while adhering to ISO 13485 and cost targets is challenging. GF Machining Solutions' integrated and automated approach helps overcome some of the biggest manufacturing challenges. GF offers a comprehensive package that considers product quality, costs, and technical specifications equally — especially for small batch sizes and high part diversity.
GF Machining Solutions
73614 Schorndorf
Germany



