



- Tradotto con IA
Produzione economica e sicura di piccoli strumenti medici di grandi dimensioni
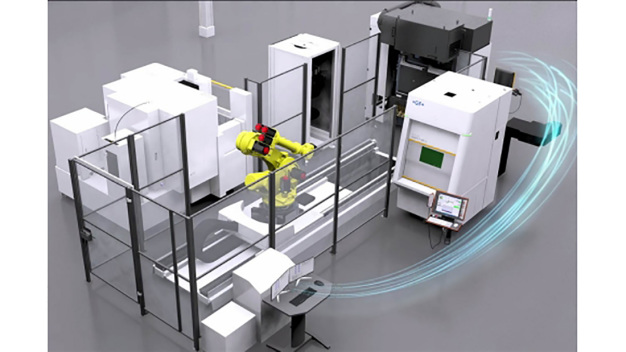
Produzione automatizzata nel caso di un blocco di taglio chirurgico

Drahtschneiden eines chirurgischen Schnittblocks mit einer AgieCharmilles CUT P 500 von GF Machining Solutions.

Con GF Machining Solutions è possibile produrre strumenti in modo completamente automatizzato. Tutti i passaggi di produzione possono essere collegati tra loro in un flusso di lavoro automatizzato. È garantita l'integrazione con il sistema ERP del cliente e la tracciabilità dei dati di produzione tramite il Device History Record.

Con le macchine a 5 assi ad alta velocità Mikron MILL S e X è possibile realizzare rapidamente, con grande precisione e alta qualità superficiale, superfici complesse di strumenti, ad esempio in acciaio inossidabile. Ideale per piccole e medie quantità di forme complesse realizzate con materiali duri e difficili da lavorare.

Per la produzione di superfici, il laser a 5 assi P 400 U di GF Machining Solutions è la soluzione ideale. La macchina può eseguire in un unico ciclo di lavorazione la texturizzazione, la incisione e la marcatura. In questo modo, è possibile realizzare superfici funzionali tramite lasertexturizzazione in un'unica impostazione.
Nel settore della tecnologia medica, la produzione di strumenti medici è soggetta a forti pressioni sui costi e sulla qualità. La produzione di blocchi di taglio chirurgici, che servono per il posizionamento corretto e la guida di una lama durante interventi di sostituzione dell'anca e del ginocchio, è un buon esempio di come GF Machining Solutions soddisfi entrambi questi aspetti critici.
La produzione di blocchi di taglio chirurgici consiste in una sequenza di processi diversi come fresatura, erodimento con filo e marcatura. I blocchi di taglio sono solitamente realizzati in acciaio inossidabile temprato e possono presentare superfici complesse per adattarsi alla forma dell'osso, nonché guide con ottima qualità superficiale. L'esterno di questi strumenti è opaco, in modo che la forte luce delle luci chirurgiche non venga riflessa e non ostacoli la visibilità del chirurgo. Prima della satinatura con perline di vetro, caratteristiche critiche come fori e filettature vengono coperti manualmente.
Per soddisfare i requisiti di qualità di questi dispositivi e allo stesso tempo rispettare gli standard medici come ad esempio ISO 13485, devono essere superate alcune sfide. Le principali includono:
- una registrazione affidabile dei dati di produzione importanti per il Device History Record DHR
- la creazione di una superficie estremamente liscia e senza transizioni tramite fresatura
- precisione nelle caratteristiche critiche
- evitamento di rotture del filo durante il processo di erodimento
- produzione economica in piccoli lotti
GF Machining Solutions offre nel suo portafoglio tecnologico unico soluzioni per tutte queste sfide, sia per strumenti che per impianti.
Produzione in una cella automatizzata
Al centro della soluzione troviamo il software System 3R WorkShopManager (WSM) in combinazione con un sistema di bloccaggio a punto zero. Il WorkshopManager è un sistema di gestione digitale che controlla gli ordini di produzione e regola sia il flusso di prodotto che quello dei dati nella cella. Un altro componente importante del sistema sono le palette System 3R e il sistema di bloccaggio a punto zero, che posizionano con precisione le palette con il pezzo durante le diverse fasi di lavorazione. La rintracciabilità è garantita tramite un chip RFID integrato, che assegna a ogni palette un identificativo univoco e personale.
Il processo inizia con il bloccaggio del blocco di materiale grezzo temprato sulla palette System 3R e la misurazione dei dati di offset su una macchina di misura a coordinate. Questi dati vengono associati all'ID della palette e trasferiti a un database SQL, parte del WorkShopManager. Altri dati come il numero di lotto o l'ID dell'operatore possono essere anch'essi memorizzati in questo database. Le palette sono ideali per la produzione automatizzata, poiché un robot può caricare o scaricare una macchina di produzione in pochi secondi. È garantita una ripetibilità di posizionamento di pochi micrometri. L'investimento in attrezzature per ogni fase di lavoro è quindi estremamente ridotto.
Il WorkShopManager è molto più di uno strumento di pianificazione. Può essere collegato direttamente al sistema ERP per caricare ordini di produzione e programmi CAM se necessario, e trasferirli alla macchina. Lo scambio automatico di dati con la cella di produzione impedisce a un operatore di selezionare il file CAM sbagliato o di commettere errori durante la lettura o la scrittura di dati con un sistema cartaceo tradizionale. Dopo l'elaborazione, i dati di produzione rilevanti vengono riscritti nel sistema ERP tramite la rete del cliente.
Fresatura a 5 assi per maggiore efficienza
La fresatura è il primo passaggio di lavoro e produce sia la forma esterna e la superficie, sia altre caratteristiche essenziali come fori guida, filettature fresate, ecc. Con azionamenti diretti in tutti e cinque gli assi, una potente testa di fresatura StepTec con 42.000 giri/min, un tavolo di lavoro inclinabile di 220 gradi e un'elevata dinamica, la Mikron MILL X 400 U è la scelta perfetta. È ideale per piccoli e medi lotti di forme complesse in materiali duri e difficili da lavorare.
Ad esempio, il blocco di taglio chirurgico viene fresato in soli 46 minuti da acciaio inossidabile temprato 17-4 ph (45 HRC) con una rugosità superficiale inferiore a Ra 0,7 µm. La qualità elevata della superficie è anche attribuibile all'ampio range di inclinazione del tavolo, che permette un accesso eccellente al pezzo. Ciò consente l'uso di utensili di taglio più corti, riducendo le vibrazioni e aumentando la durata degli utensili. La Mikron MILL X dispone inoltre della funzione di calibrazione automatica AMC, che garantisce la precisione anche in condizioni difficili con un semplice tocco. La calibrazione richiede solo pochi minuti e può essere eseguita in qualsiasi momento – senza personale specializzato. Se questa calibrazione viene eseguita prima di un ordine, la geometria corretta della macchina può essere memorizzata in modo rintracciabile con i dati dell'ordine. La Mikron MILL X 400 U è inoltre dotata di un sistema di gestione del refrigerante altamente efficiente e compatto.
Eridimento con filo senza rotture
Il cuore di un blocco di taglio chirurgico sono scanalature di precisione che guidano correttamente la lama del chirurgo. Queste scanalature hanno aperture di ingresso per facilitare l'inserimento della lama. Sono generalmente realizzate con una macchina di erodimento a filo. Le sezioni di materiale molto diverse tra loro, dovute alla progettazione, sono un criterio importante per la stabilità del processo di produzione.
La macchina di erodimento a filo AgieCharmilles CUT P 550 è eccellente in questo ambito. La serie CUT P beneficia del sistema Quadrax, in cui il tavolo e il pezzo sono fissi e il movimento del filo avviene lungo le assi – questo design permette sia tagli cilindrici che applicazioni con maggiori libertà di movimento per forme coniche. Muovere il filo invece del pezzo porta a una maggiore precisione e migliora la riproducibilità complessiva del sistema, specialmente con pezzi di grandi dimensioni. La macchina può tagliare coniche fino a +/- 45 gradi, senza dover bloccare o spostare il pezzo. Questo risparmia tempo e sforzo e aumenta la precisione. La struttura della macchina della serie CUT P si distingue anche per una bassa conducibilità termica e proprietà di smorzamento delle vibrazioni, contribuendo a un'elevata precisione e qualità superficiale.
Una delle maggiori sfide nella produzione di blocchi di taglio chirurgici è la gestione delle sezioni di materiale di diversa forma, che possono portare a problemi di qualità sulla superficie di taglio, ma anche aumentare il rischio di rottura del filo. La nuova tecnologia Spark Track innovativa e il modulo ISPS (Sistema di Protezione Intelligente dai Scintille) offrono all'operatore il massimo controllo sul processo di erodimento. Il modulo ISPS analizza la posizione e l'intensità delle scintille e regola in tempo reale i parametri della macchina per prevenire la rottura del filo, mantenendo al contempo una velocità di taglio ottimale. Il sistema riduce il rischio di rottura del filo a quasi zero, migliora la finitura superficiale e spesso riduce i tempi di lavorazione. L'ISPS rappresenta uno dei progressi tecnologici più importanti nell'erodimento a filo.
Produzione completa e priva di residui della struttura superficiale, della marcatura funzionale e dell'etichettatura in un'unica operazione senza interventi manuali
Dopo l'erodimento con filo, la superficie esterna del blocco di taglio viene texturizzata in modo che non rifletta la luce. Nella produzione comune, le superfici critiche come guide, fori e filettature vengono prima coperte manualmente, quindi il pezzo viene sabbiato manualmente. Poiché questa procedura spesso lascia residui problematici, il pezzo viene lavato dopo la sabbiatura – di solito in un sistema di pulizia ad ultrasuoni. Questa copertura, sabbiatura e lavaggio manuale richiedono molto tempo e sono costosi. In un sistema di marcatura laser, il pezzo deve essere nuovamente allineato manualmente per ogni superficie su cui vengono applicati un logo, un codice UDI o altri dati.
La soluzione di GF Machining Solutions prevede la satinatura tramite texturizzazione laser e la marcatura funzionale e di prodotto in un'unica operazione su una macchina laser AgieCharmilles P 400 U a 5 assi, dotata di una sorgente laser unica in grado di generare impulsi laser rossi e verdi Femto.
Per prima cosa, la superficie esterna viene irradiata con impulsi laser per ottenere una rugosità simile a quella ottenuta con la sabbiatura. In questo modo si evita il riflesso della luce operativa che disturba il chirurgo. Successivamente si procede alla marcatura. L'uso di un laser offre diversi vantaggi: eliminazione completa di lavori di copertura complessi, assenza di residui di strato di riflesso in fori, filettature e superfici. Le marcature funzionali, i loghi, i codici UDI e le marcature DataMatrix vengono create in un'unica operazione. Il pezzo rimane pulito, si risparmiano tempo ed energia, si riduce il rischio di errore e si diminuiscono i costi di manutenzione e smaltimento.
Con il software di gestione GF Machining Solutions, il laser P 400 U può creare una gamma quasi infinita di texture superficiali – dal trattamento con perline di vetro per una superficie opaca, a superfici idrofile, fino a motivi geometrici che, come dimostrano le ricerche, possiedono proprietà antibatteriche. Questa tecnologia apre molte possibilità di design e consente ai produttori di creare superfici innovative e di distinguersi dalla concorrenza.
Inoltre, il laser AgieCharmilles P 400 U, con l'implementazione di tecnologie di un partner GF esterno, può integrare efficaci caratteristiche di protezione antifalsificazione attraverso l'inserimento di loghi nascosti nel pezzo. In questo modo, il cliente può verificare tramite un'app per smartphone se lo strumento medico è originale o meno.
Connessione ai sistemi ERP
Quando un blocco di taglio chirurgico è completato, il ciclo si chiude.
Il WorkShopManager trasferisce i dati di produzione rilevanti per il Device History Record (DHR) al sistema ERP. Le informazioni tipiche di un ordine sono: macchine utilizzate, palette, file CAM, orario di inizio/fine, data di produzione e molto altro.
In questo modo si riducono il lavoro e gli errori, e si soddisfano i requisiti dei sistemi di qualità come ISO 13485.
Sintesi
La produzione di strumenti medici nel rispetto della ISO 13485 e degli obiettivi di costo rappresenta una sfida. L'approccio integrato e automatizzato di GF Machining Solutions aiuta a superare alcune delle maggiori sfide nella produzione. GF offre un pacchetto completo che considera qualità del prodotto, costi e requisiti tecnici, anche per piccoli lotti e alta varietà di pezzi.
GF Machining Solutions
73614 Schorndorf
Germania



