



- Přeloženo pomocí AI
Malé kusové výroby lékařského instrumentária ekonomicky a bezpečně vyrábět
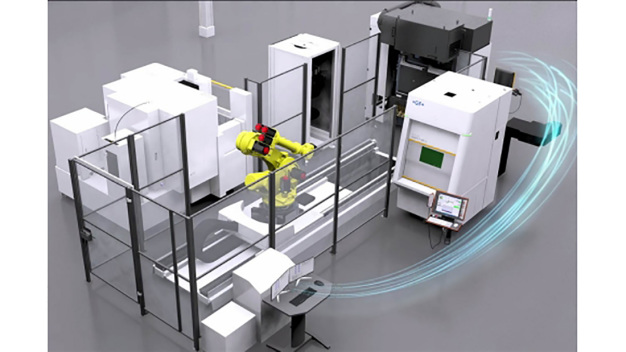
Automatizovaná výroba na příkladu chirurgického řezného bloku

Drahterezání chirurgického řezu bloku s použitím AgieCharmilles CUT P 500 od GF Machining Solutions.

S GF Machining Solutions lze kompletně automatizovaně vyrábět nástroje. Všechny výrobní kroky mohou být propojeny do automatizovaného pracovního postupu. Připojení k zákaznickému ERP systému a sledovatelnost výrobních dat pomocí záznamu historie zařízení je zajištěno.

S 5-osemi vysokorychlostní frézky Mikron MILL S a X lze rychle, velmi přesně a s vysokou kvalitou povrchu vyrábět složité povrchy přístrojového vybavení například z nerezové oceli. Ideální pro malé až střední série složitých tvarů z tvrdých, těžko obrábětelných materiálů.

Pro výrobu povrchů je ideálním řešením pětiosý laser P 400 U od GF Machining Solutions. Stroj může najednou texturovat, rytovat a označovat. Díky tomu je možné ve stejné operaci vyrobit funkční povrchy pomocí laserové texturování.
V medicínském průmyslu je výroba lékařského instrumentária vystavena silnému tlaku na náklady a kvalitu. Výroba chirurgických řezných bloků, které slouží k správnému a správnému umístění a vedení pilového listu při operacích kyčle a kolena, je dobrým příkladem toho, jak GF Machining Solutions splňuje tyto dva kritické aspekty.
Výroba chirurgických řezných bloků sestává z řady různých procesů, jako je obrábění, drátové EDM a značení. Řezné bloky jsou obvykle vyrobeny z tvrzené nerezové oceli a mohou mít složité povrchy, které se přizpůsobují tvaru kosti, stejně jako vodicí drážky s velmi dobrým povrchovým povrchem. Vnější část těchto nástrojů je matná, aby se zabránilo odleskům silného světla operačního osvětlení a nerušila zrak chirurga. Před matováním skleněnými perličkami jsou kritické prvky, jako jsou díry a závity, ručně zakryty.
Aby bylo možné splnit požadavky na kvalitu těchto zařízení a zároveň dodržet lékařské normy, například ISO 13485, je třeba překonat několik výzev. Mezi nejdůležitější patří:
- spolehlivé zaznamenávání důležitých výrobních dat pro záznam historii zařízení (DHR)
- vytváření extrémně hladkého a bezpřechodového povrchu pomocí obrábění
- přesnost u kritických prvků
- zabránění přerušení drátu během EDM procesu
- nákladově efektivní výroba při malých sériích
GF Machining Solutions nabízí ve svém jedinečném portfoliu technologií řešení pro všechny tyto výzvy, a to jak u instrumentária, tak u implantátů.
Výroba v automatizované buňce
Hlavním prvkem řešení je systémová software 3R WorkShopManager (WSM) ve spojení se systémem nulové polohy upínání. WorkshopManager je digitální řídicí systém, který řídí výrobní zakázky a reguluje tok produktů i dat v buňce. Další důležitou součástí je systémové palety 3R a systém nulové polohy, který přesně umisťuje palety s obrobkem při různých výrobních krocích. Sledovatelnost je zajištěna pomocí integrovaného RFID čipu, který každou paletu označuje jedinečným identifikátorem.
Proces začíná upevněním tvrzeného surového bloku na paletu systému 3R a měřením posunových dat na souřadnicovém měřicím přístroji. Tato data jsou spojena s ID palety a přenesena do SQL databáze, která je součástí WorkShopManageru. Další data, jako je číslo šarže nebo ID obsluhy, mohou být rovněž uložena v této databázi. Palety jsou ideální pro automatizovanou výrobu, protože robot je může během několika sekund načíst nebo vyložit z výrobního stroje. Je zaručena opakovatelnost polohy na úrovni několika mikrometrů. Příprava na každý krok je tak extrémně rychlá.
WorkShopManager však není jen plánovacím nástrojem. Může být přímo propojen s ERP systémem, aby načítal výrobní zakázky a CAM programy podle potřeby a přenášel je na příslušný stroj. Automatická výměna dat s výrobní buňkou zabrání chybám, například výběru špatného CAM souboru nebo chyb při čtení či zápisu dat v papírovém systému. Po dokončení výroby jsou relevantní výrobní data zpětně přenesena přes zákaznickou síť do ERP systému.
5osé obrábění pro vyšší efektivitu
Obrábění je prvním pracovním krokem a vytváří nejen vnější tvar a povrch, ale i další klíčové prvky, jako jsou vodicí díry, závity apod. S přímými pohony ve všech pěti osách, výkonnou vřeteno StepTec s 42 000 otáčkami za minutu, otočným pracovním stolem o 220 stupňů a vysokou dynamikou je Mikron MILL X 400 U ideální volbou. Je vhodná pro malé až střední série složitých tvarů z tvrdých, těžko obrábětelných materiálů.
Například chirurgický řezný blok je vyfrézován za pouhých 46 minut z tvrzené nerezové oceli 17-4 PH (45 HRC) s povrchovou drsností menší než Ra 0,7 µm. Vysoká kvalita povrchu je také umožněna velkým rozsahovým nakloněním stolu, které umožňuje výborný přístup k obrobku. To umožňuje použití krátkých řezných nástrojů, což snižuje vibrace a prodlužuje životnost nástroje. Mikron MILL X má také automatickou kalibrační funkci AMC, která zajišťuje přesnost i za obtížných podmínek stiskem tlačítka. Kalibrace trvá jen několik minut a je možná kdykoliv – není třeba speciálně vyškoleného personálu. Pokud je kalibrace provedena před zakázkou, lze správnou geometrii stroje zpětně uložit spolu s daty zakázky. Mikron MILL X 400 U dále disponuje vysoce efektivním a úsporným systémem správy řezného chlazení.
Drátové EDM bez přerušení drátu
Srdcem chirurgického řezného bloku jsou velmi přesně vyrobené drážky, které vedou pilový list chirurga ve správné poloze. Tyto drážky mají na vstupech tvarové zářezy, které usnadňují zavádění pilového listu. Obvykle jsou vyráběny pomocí drátové EDM. Konstrukčně často vznikají výrazně odlišné průřezy materiálu, což je důležitý faktor pro stabilitu procesu výroby.
Pro tento účel je ideální stroj AgieCharmilles CUT P 550. Řada CUT P využívá Quadrax systém, kdy stůl a obrobek stojí a pohyb drátu je realizován po osách – tento design umožňuje jak cylindrické řezy, tak vyšší volnosti při kuželových aplikacích. Pohyb drátu místo obrobku vede k větší přesnosti a zlepšuje reprodukovatelnost celého systému, zvláště u větších obrobků. Stroj dokáže řezat kuželově v rozsahu +/- 45 stupňů, takže není potřeba obrobek upínat a přesouvat. To šetří čas a námahu a zvyšuje přesnost. Strojové lože řady CUT P se vyznačuje nízkou tepelnou vodivostí a tlumením vibrací, což přispívá k vysoké přesnosti a kvalitě povrchu.
Jednou z největších výzev při výrobě chirurgického řezného bloku je práce s různými průřezy materiálu, které mohou vést k problémům s kvalitou na řezné ploše, ale i ke zvýšenému riziku přerušení drátu. Nová inovativní technologie Spark Track a jedinečný modul ISPS (Intelligent Spark Protection System) dávají uživateli maximální kontrolu nad procesem EDM. Modul ISPS analyzuje polohu a intenzitu jisker a v reálném čase upravuje parametry stroje, aby zabránil přerušení drátu a současně udržel optimální rychlost řezu. Systém snižuje riziko přerušení drátu na téměř nulu, zlepšuje povrchovou úpravu a často zkracuje dobu zpracování. ISPS patří mezi nejvýznamnější technologické pokroky v oblasti drátového EDM.
Kompletní, bezodpadová výroba povrchové struktury, funkčního značení a označení v jednom pracovním kroku bez manuálních zásahů
Po drátovém EDM je vnější povrch řezného bloku texturován tak, aby neodrážel světlo. U běžné výroby jsou nejprve ručně zakryty kritické povrchy, jako jsou vodicí drážky, díry a závity, a poté je obrobek ručně povrchově leptán. Tento proces často způsobuje problémové zbytky brusiva, proto je po leptání obrobek umyt – nejčastěji v ultrazvukové čistírně. Tento tradiční postup zakrývání, leptání a mytí je časově náročný a nákladný. V laserové značkařské stanici je pak třeba každý povrch, na který se má umístit logo, UDI nebo jiné údaje, ručně znovu správně vyrovnat.
Řešení GF Machining Solutions spočívá v laserové texturaci pro matování a značení funkcí a produktů v jednom pracovním kroku na pětiosovém laseru AgieCharmilles Laser P 400 U s unikátním laserovým zdrojem, který dokáže generovat jak červené, tak zelené femto laserové impulzy.
Nejprve je povrch ozařován laserovými impulzy, aby se dosáhlo drsnosti podobné povrchovému leptání. Tím se zabrání odlesku světla operačního osvětlení, které může rušit chirurga. Následuje značení. Použití laseru přináší několik výhod: úplné odstranění složitých zakrývacích prací, žádné zbytky brusiva v dírách, závitech a na povrchu. Funkční značení, loga, UDI kódy a datamatrixové označení jsou vytvořeny v jednom pracovním kroku. Obrobek zůstává čistý, šetří se čas a energie, snižuje se riziko chyb a náklady na údržbu a likvidaci.
S řídicím softwarem GF Machining Solutions může laser P 400 U vytvářet téměř nekonečnou škálu povrchových textur – od matného povrchu pomocí skleněných perliček přes hydrofobní povrchy až po geometrické vzory, které podle výzkumu vykazují antibakteriální vlastnosti. Tato technologie otevírá široké možnosti designu a umožňuje výrobcům vytvářet inovativní povrchy a odlišit se od konkurence.
Navíc může laser AgieCharmilles LASER P 400 U s implementací technologie od externího partnera GF přidat efektivní ochranné prvky proti padělání prostřednictvím vložených skrytých log. Tak může zákazník pomocí aplikace v chytrém telefonu ověřit, zda je lékařský nástroj originál nebo ne.
Propojení s ERP systémy
Po dokončení výroby chirurgického řezného bloku se uzavře kruh.
WorkShopManager přenáší relevantní výrobní data pro záznam historie zařízení (DHR) do ERP systému. Typické informace pro takovou zakázku jsou: použitá zařízení, palety, CAM soubory, začátek / konec, datum výroby a mnoho dalších.
Tak lze snížit pracovní zátěž a chyby a splnit požadavky systémů jakosti, například ISO 13485.
Souhrn
Výroba lékařského instrumentária při dodržení normy ISO 13485 a stanovených nákladových cílů představuje výzvu. Integrovaný a automatizovaný přístup GF Machining Solutions pomáhá překonat některé z největších výzev ve výrobě. GF nabízí komplexní řešení, které zohledňuje kvalitu produktu, náklady i technické požadavky na kvalitu. Zejména pro malé série a vysokou variabilitu dílů.
GF Machining Solutions
73614 Schorndorf
Německo



