



- Systems
- Translated with AI
Highly individualized cleanroom monitoring including control of measuring devices and integration of existing building management systems
Successfully implemented through close collaboration between manufacturer and technology partner.

The pharmaceutical industry is characterized by strict requirements for quality assurance and control throughout the entire production process. In this context, the company Solupharm has further expanded its position as one of the leading manufacturers of sterile products for the medical sector. Aiming to expand production capacities, ensure the highest quality standards, and integrate advanced technologies, Solupharm planned to expand its production area. In collaboration with eurogard, a renowned provider of cleanroom monitoring systems, an innovative system was developed and implemented that meets the requirements for production monitoring in the newly built cleanrooms, as well as the individual approaches of the user. In the first step, three new filling lines for glass ampoules and glass vials are to be established.
Solupharm's track record as an internationally active player in the market for sterile injection solutions (focus on parenterals) is impressive. Through continuous investments in the implementation of state-of-the-art technologies, the company has steadily improved its competitive position. With the expansion of the existing building, Solupharm pursues ambitious growth plans to meet the increasing demand for high-quality medicines while increasing production capacities.
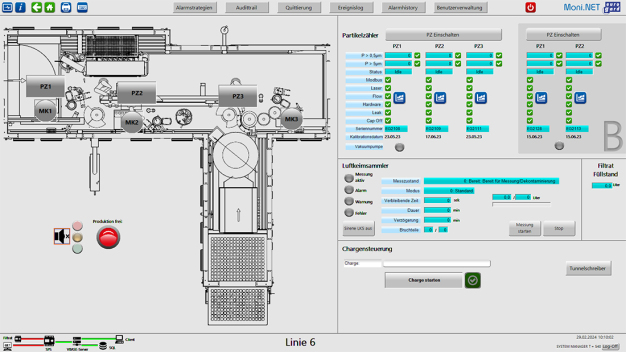
For the continuous, GMP-compliant monitoring of the production area's cleanrooms, the state-of-the-art cleanroom monitoring system developed and provided by eurogard is responsible. Given the specific requirements for production monitoring in cleanrooms, Solupharm and eurogard faced a series of technical and organizational challenges. The monitoring system must be capable of capturing, storing, and displaying process data and events from various sources, operate particle counters and air microbial samplers, signal and acknowledge alarms, as well as create comprehensive and tamper-proof batch protocols.
The programming implementation of these requirements was carried out using the latest technologies and methods. The monitoring system consists of a central control unit (PLC), a SCADA software for operation and observation of the system, and a separate tool for creating batch protocols. All relevant data are stored in an SQL database to ensure comprehensive and reliable data management.
After commissioning, the system monitors several sterile injection solution filling lines, each divided into cleanroom classes A and B. The S7 PLC was programmed to ensure all necessary functions for controlling and monitoring the cleanroom environment. Communication between system components such as particle counters, radar fill level sensors for filtrate collection containers, air microbial samplers, and building automation technology occurs via various interfaces and protocols such as Modbus over TCP/IP, Profinet, and BacNet.
One of the outstanding features of the monitoring system is its high reliability and redundancy. In case of failure of the SCADA system or the SQL database, measurement values and event messages can be automatically buffered in the PLC's memory and later transferred to the database. Furthermore, the proper communication of system components is continuously monitored to detect and rectify disruptions or failures in a timely manner.
The implementation of the cleanroom monitoring system at Solupharm has brought numerous advantages and added value. Besides ensuring compliance with the highest quality standards, the system offers efficient and reliable monitoring of the production environment. By integrating state-of-the-art technologies and methods, the monitoring system enables precise control and supervision of all relevant processes, leading to improved product quality and increased productivity.
Overall, the joint project between Solupharm and eurogard demonstrates how close collaboration between manufacturer and technology partner can develop and implement innovative solutions that meet the requirements for production monitoring in cleanrooms, as well as process and production optimization. Through the successful implementation of the cleanroom monitoring system, Solupharm has further strengthened its position as one of the leading manufacturers of sterile injection solutions and laid the foundation for future growth and success.
Key features of the individual monitoring system in the Solupharm application example:
– Display and acknowledgment of alarm messages from building automation, such as shuttle pressure disruptions and emergency stop button activations
– Entry of batch data for JUMO screen recorders of the depyrogenation tunnel
– Control of particle counters and air microbial samplers
– GMP-compliant data storage in SQL database
– Extensive GMP-compliant reports and batch protocols
– Recording and display of measurement values and operational messages from particle counters, air microbial samplers, and fill level sensors of filtrate collection containers
– Recording, display, and acknowledgment of alarm messages
– Starting and stopping batches
– Integration with existing Active Directory/LDAP for centralized user permission management
– Configurable warning and alarm strategies for particle threshold exceedances according to DIN EN ISO 14644-2:2016-05

eurogard GmbH
Kasernenstraße 22
52064 Aachen
Germany
Phone: +49 2407 95160
email: peter.becker@eurogard.de
Internet: http://www.eurogard.de



