



- Impression 3D
- Traduit avec IA
Moins d'émissions de CO2, pas de produits chimiques toxiques : Fraunhofer IPT développe une nouvelle chaîne de processus pour le verre fin fonctionnalisé
L'institut Fraunhofer pour la technologie de production IPT à Aix-la-Chapelle a développé, en collaboration avec des partenaires du projet, une chaîne de processus pour la fabrication de verre fin 3D avec une surface fonctionnalisée. La chaîne de processus combine la structuration laser avec une déformation ultérieure et réduit la consommation d'énergie ainsi que les émissions de CO₂. L'utilisation de produits chimiques toxiques pour l'environnement n'est plus nécessaire.
Le verre fin peut être utilisé de diverses manières. Il est notamment utilisé là où les composants doivent encore être plus fins ou de meilleure qualité, par exemple pour des pièces haut de gamme dans l'automobile ou des composants dans l'électronique, l'industrie des semi-conducteurs ou la capteurs. Rien qu'en électronique grand public, plus d'un milliard de composants en verre fin sont utilisés chaque année, auxquels s'ajoutent environ 75 millions d'unités dans la construction automobile, la capteurs et l'architecture. Une grande partie de ces verres porte des micro- et nanostructures introduites de manière ciblée sur la surface, par exemple pour l'anti-reflet, la gestion de la mouillabilité ou pour le retour tactile.
Nouvelle chaîne de processus : d'abord la structuration laser, puis la déformation
Pour la structuration de surface du verre fin, deux procédés sont principalement utilisés : en pratique industrielle, la structuration chimique est la plus courante. Ce procédé donne de bons résultats, mais utilise des agents corrosifs nocifs pour l'environnement, comme l'acide fluorhydrique. La deuxième méthode est la réplication par moulage. Elle permet d'introduire des structures dans la surface du verre à des températures très élevées à l'aide d'un outil de moulage, tout en façonnant le verre dans la forme finale. Ce procédé donne également de bons résultats. Cependant, les coûts de fabrication ainsi que la consommation de matières premières et d'énergie sont nettement trop élevés pour être économiquement attractifs et écologiquement durables.
Dans le cadre du projet de recherche « EffF3D », l'institut Fraunhofer IPT a développé et testé différentes chaînes de processus pour la fabrication en série de verres fins complexes et fonctionnalisés. Elles consistent en deux étapes : la structuration de blocs de verre plats à l'aide d'un laser à impulsions ultra-courtes (UKP) et la déformation suivante.
Structuration laser : un débit élevé grâce à un scanner polygonal et à un laser UKP
La structuration des blocs de verre plats est réalisée avec le laser UKP et des durées d'impulsion inférieures à dix picosecondes. Grâce à la faible apport thermique, le matériau est traité de manière particulièrement douce et des micro- et nanostructures à effet optique et tactile peuvent être créées sur le verre.
L'équipe du projet a expérimenté deux concepts de traitement complémentaires. Dans l'un, le faisceau laser est dirigé par deux miroirs motorisés. Ceux-ci sont constamment accélérés puis freinés, ce qui limite la vitesse de traitement. Dans le second procédé, le faisceau est dévié par un miroir rotatif très rapide avec de nombreuses petites facettes. Grâce à ce mouvement de rotation continue, le laser peut traiter de grandes surfaces en très peu de temps. Avec ces deux configurations, les chercheurs ont pu créer des structures anti-reflet, anti-reflexion et anti-traces de doigts.
Façonnage du verre : comparaison de différentes méthodes
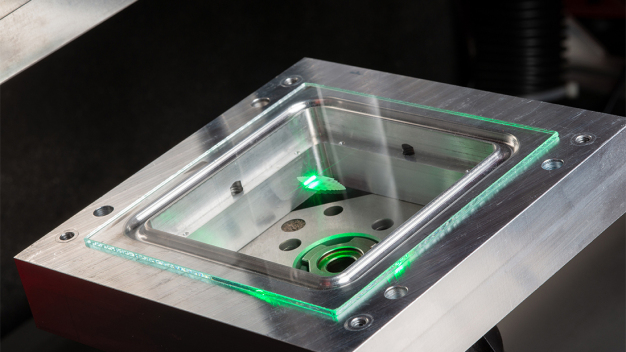
Pour déformer les blocs de verre structurés, les chercheurs ont comparé deux variantes de formage à chaud : le formage isotherme et le formage non-isotherme. Lors du procédé isotherme, l'outil et le verre sont chauffés ensemble. Ce procédé permet d'obtenir une grande précision de forme, mais les cycles sont très longs.
Le procédé non-isotherme, développé à l'institut Fraunhofer IPT, sépare les étapes de chauffage, de déformation et de refroidissement. Le bloc de verre est d'abord placé sur un outil de moulage préchauffé, puis introduit dans un four. En raison de sa masse moindre, le verre se chauffe plus rapidement que l'outil et est déformé. Ensuite, le verre encore chaud est retiré de l'outil et refroidi à l'extérieur. L'outil est immédiatement disponible pour le cycle suivant. Cette méthode permet d'atteindre des temps de cycle inférieurs à 100 secondes par pièce.
Surveillance numérique du processus et compensation des déformations de structure
Dans le cadre du projet « EffF3D », diverses pièces d'exemple, notamment des consoles centrales fonctionnalisées et des pare-brise, ont été fabriquées sur des installations proches de la production en série. Étant donné que des blocs de verre préstructurés ont été déformés de cette manière pour la première fois, la détermination de la température de processus optimale a constitué un défi central : elle doit être suffisamment élevée pour permettre la mise en forme, mais ne doit pas influencer de manière indésirable les microstructures intégrées. Pour la surveillance du processus, les chercheurs ont utilisé divers capteurs, comme des capteurs de température.
La déformation modifie les microstructures précédemment introduites. Afin que les structures conservent la forme et la position souhaitées après déformation, les chercheurs ont développé une méthode de compensation qui calcule à l'avance, à l'aide de simulations informatiques, les déformations attendues. Ces déformations sont prises en compte lors de la structuration du bloc de verre, de sorte que les structures correctement formées soient positionnées au bon endroit après déformation.
L’évaluation du cycle de vie montre le potentiel de la nouvelle chaîne de processus
Dans le cadre d'une évaluation du cycle de vie (LCA), les chaînes de processus ont été analysées selon des critères écologiques centraux tels que la consommation d'énergie et de matériaux. L'analyse a révélé que la combinaison de la structuration laser et du formage non-isotherme était très efficace en termes d’émissions de CO₂. Étant donné que les deux processus – structuration laser et déformation non-isotherme – sont entièrement électriques, leurs émissions de CO₂ dépendent directement du mix électrique utilisé et continueront de diminuer avec la décarbonisation progressive.
Partenaires du projet
– Institut Fraunhofer pour la technologie de production IPT (coordination)
– Saint-Gobain Sekurit Deutschland GmbH, Herzogenrath
– FLABEG Automotive Germany GmbH, Nuremberg
– ModuleWorks GmbH, Aix-la-Chapelle
– LPKF SolarQuipment GmbH, Suhl
– Vitrum Technologies GmbH, Aix-la-Chapelle
Financement
Le projet de recherche « EffF3D – Fonctionnalisation efficace de verres fins 3D » a été financé par le ministère fédéral de l’Économie et de l’Énergie (BMWi) dans le cadre du 7e programme de recherche énergétique du gouvernement fédéral.
Fraunhofer-Institut für Produktionstechnologie IPT
52074 Aachen
Allemagne



