



- 3D nyomtatás
- MI-vel fordítva
Kevesebb CO2-kibocsátás, nincs vegyi anyagok: a Fraunhofer IPT új gyártási láncot fejleszt a funkcionális vékonyüveghez
A Aachenben található Fraunhofer Gyártástechnológiai Intézet IPT közösen projektpartnerekkel kifejlesztett egy folyamatláncot a funkcionális felülettel ellátott 3D-s vékonyüveg gyártására. A folyamatlánc kombinálja a lézeres struktúrálást utófeldolgozással, és csökkenti az energiafelhasználást valamint a CO₂-kibocsátást. Környezetkárosító mérgező vegyszerek alkalmazása sem szükséges többé.
A vékonyüveg sokféle felhasználási területen alkalmazható. Különösen ott használják, ahol a komponenseket még vékonyabbá vagy magasabb minőségűvé kell tenni, például prémium alkatrészeknél az autóiparban vagy elektronikai, félvezetőipari, érzékelő technológiában. Csak a szórakoztató elektronika területén évente több mint egymilliárd vékonyüveg alkatrészt használnak, emellett körülbelül 75 millió egység kerül beépítésre az autógyártásban, érzékelőkben és építészetben. Ezeknek a glasszerkezeteknek jelentős része speciálisan beépített mikro- és nanostruktúrákat tartalmaz a felületen, például szemüveglencsék tükröződésmentesítésére, nedvességkontrollra vagy tapintási visszacsatolásra.
Új folyamatlánc: Először lézeres struktúrálás, majd formázás
A vékonyüveg felületi struktúrálására jelenleg két fő módszert alkalmaznak: az ipari gyakorlatban a kémiai struktúrálás a legelterjedtebb. Ez a módszer jó eredményeket ér el, azonban környezetkárosító mérgező vegyszereket, például fluorsavat, használ. A második módszer a másolásos replikáció, amely során magas hőmérsékleten, formázó eszközzel a struktúrák a felületbe kerülnek, miközben az üveg a végső formába kerül. Ez a módszer is jó eredményeket ad, azonban a gyártási költségek, az alapanyag- és energiaigény jelentősen magasak, így nem gazdaságilag vagy ökológiailag fenntartható.
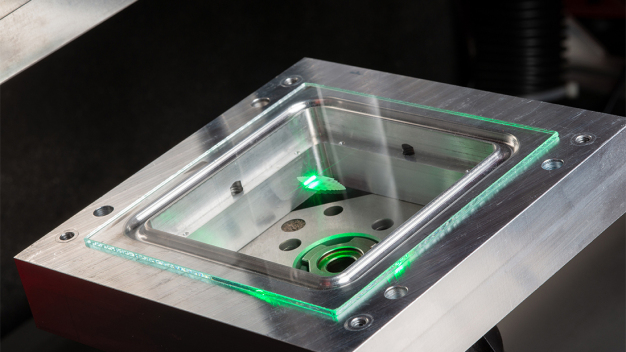
A „EffF3D” kutatási projektben a Fraunhofer IPT különböző folyamatláncokat fejlesztett ki és tesztelt a komplex formázású, funkcionális vékonyüvegek tömeggyártására. Ezek két lépésből állnak: a sík üvegnyersanyag struktúrálásából ultrarövid impulzusú lézerrel (UKP-lézer), majd ezt követően a formázásból.
Lézeres struktúrálás: Nagy átviteli sebesség polygon szkennerek és UKP-lézerrel
A sík üvegnyersanyag struktúrálása az UKP-lézerrel, kevesebb mint tíz pikosekundumos impulzusidővel történik. A kis hőbevitel miatt az anyagot különösen kíméletesen lehet megmunkálni, és optikailag vagy tapintással érzékeny mikro- és nanostruktúrák hozhatók létre a felületen.
A projektcsapat két kiegészítő feldolgozási koncepciót tesztelt. Az egyik esetében a lézersugarat két motorosan mozgatott tükör irányítja. Ezek a tükrök folyamatos gyorsítással és lassítással mozognak, ami korlátozza a feldolgozási sebességet. A másik módszerben a sugarat egy gyorsan forgó tükör irányítja, sok apró síkkal. Ez a folyamatos forgás lehetővé teszi, hogy a lézer nagy felületeket gyorsan kezeljen. Mindkét konfigurációval a kutatók tükröződésmentes, reflexió- és ujjlenyomat-ellenes struktúrákat hoztak létre.
Üvegformázás: különböző eljárások összehasonlítása
A strukturált üvegnyersanyagok formázására a kutatók két módszert hasonlítottak össze: az izoterm és a nem-izoterm formázást. Az izoterm folyamat során az eszközt és az üveget egyidejűleg melegítik. Ez a módszer rendkívül pontos formázást tesz lehetővé, de a ciklusidők hosszúak.
A kutatók által kifejlesztett nem-izoterm folyamat szétválasztja a melegítést, a formázást és a hűtést. Az üvegnyersanyagot előmelegített formázó eszközre helyezik, majd a kemencében megolvasztják. Az üveg kisebb tömege miatt gyorsabban melegszik, mint a formázó eszköz, és alakítható. Ezután a még meleg üveget kivesszük a formázó eszközből, és hűtjük kívülről. Az eszköz azonnal rendelkezésre áll a következő ciklushoz. Ez lehetővé teszi, hogy a ciklusidő 100 másodperc alatt legyen alkatrészenként.
Digitális folyamatfelügyelet és struktúraeltorzások kompenzálása
A „EffF3D” projektben különböző példakomponenseket gyártottak sorozatközeli berendezéseken, többek között funkcionális középkonzolokat és szélvédőket. Mivel előzetesen strukturált üvegnyersanyagokat ebben a módon formáztak, a legnagyobb kihívás a optimális folyamathőmérséklet meghatározása volt: elég magasnak kell lennie a forma kialakításához, ugyanakkor nem szabad véletlenül befolyásolnia a mikrostruktúrákat. A folyamatfelügyelethez különböző szenzorokat, például hőmérséklet-érzékelőket használtak.
A formázás során a korábban beépített mikrostruktúrák megváltoznak. Annak érdekében, hogy végül is a struktúrák a kívánt formában és helyen maradjanak, a kutatók kifejlesztettek egy kompenzációs módszert, amely számítógépes szimulációk segítségével előre kalkulálja a várható torzulásokat. Ezeket a torzulásokat figyelembe veszik a nyersüveg struktúrálásánál, így a helyesen formázott struktúrák a formázás után a megfelelő helyen találhatók.
Életciklus-értékelés (LCA) a folyamatláncok potenciáljának bemutatására
Az életciklus-értékelés (LCA) keretében a folyamatláncokat központi ökológiai szempontok szerint, például energia- és anyagfelhasználás alapján elemezték. Az elemzés során kiderült, hogy a lézeres struktúrálás és a nem-izoterm formázás kombinációja különösen hatékony a CO₂-kibocsátás szempontjából. Mivel mindkét folyamat – a lézeres struktúrálás és a nem-izoterm formázás – teljesen elektromos üzemelésű, a kibocsátások közvetlenül az alkalmazott elektromos energia forrásától függenek, és a dekarbonizáció előrehaladtával tovább csökkennek.
Projektpartnerek
– Fraunhofer Institut für Produktionstechnologie IPT (koordináció)
– Saint-Gobain Sekurit Deutschland GmbH, Herzogenrath
– FLABEG Automotive Germany GmbH, Nürnberg
– ModuleWorks GmbH, Aachen
– LPKF SolarQuipment GmbH, Suhl
– Vitrum Technologies GmbH, Aachen
Támogatás
A „EffF3D – Hatékony funkcionális kialakítású 3D formázott vékonyüvegek” kutatási projektet a Szövetségi Gazdasági és Energiaügyi Minisztérium (BMWi) támogatta a Szövetségi Kormány 7. Energia Kutatás-fejlesztési programja keretében.
Fraunhofer-Institut für Produktionstechnologie IPT
52074 Aachen
Németország



