



- Stampa 3D
- Tradotto con IA
Meno emissioni di CO2, nessun prodotto chimico tossico: Fraunhofer IPT sviluppa una nuova catena di processo per vetro sottile funzionalizzato
Il Fraunhofer Institute for Production Technology IPT di Aachen, in collaborazione con partner di progetto, ha sviluppato una catena di processo per la produzione di vetri sottili 3D con superficie funzionalizzata. La catena di processo combina la strutturazione laser con la successiva formatura e riduce il consumo energetico e le emissioni di CO₂. È inoltre più necessario l'uso di sostanze chimiche dannose per l'ambiente.
I vetri sottili trovano molteplici impieghi. In particolare, vengono utilizzati dove i componenti devono essere ancora più sottili o di qualità superiore, ad esempio per componenti di alta qualità nell'industria automobilistica o per componenti nell'elettronica, nell'industria dei semiconduttori o nella sensoristica. Solo nell'elettronica di consumo vengono impiegati annualmente più di un miliardo di componenti in vetro sottile, a cui si aggiungono circa 75 milioni di unità nell'industria automobilistica, nella sensoristica e nell'architettura. Una grande parte di questi vetri presenta strutture micro e nanometriche appositamente inserite sulla superficie, ad esempio per l'anti-riflesso, il controllo dell'adesione o il feedback tattile.
Nuova catena di processo: prima strutturazione laser, poi formatura
Per la strutturazione superficiale del vetro sottile vengono attualmente utilizzate principalmente due procedure: nella pratica industriale, la strutturazione chimica è la più diffusa. Questa procedura ottiene buoni risultati, ma utilizza sostanze chimiche dannose per l'ambiente, come l'acido fluoridrico. Il secondo metodo è la replicazione tramite stampaggio. In questo caso, le strutture possono essere inserite sulla superficie del vetro anche a temperature molto elevate con l'ausilio di uno stampo, mentre il vetro viene portato nella forma finale. Anche questa procedura fornisce buoni risultati. Tuttavia, i costi di produzione, così come il consumo di materie prime ed energia, sono troppo elevati per essere economicamente attraenti e sostenibili dal punto di vista ecologico.
Nel progetto di ricerca »EffF3D«, il Fraunhofer IPT ha sviluppato e testato diverse catene di processo per la produzione di massa di vetri sottili complessi e funzionalizzati. Queste consistono in due fasi: la strutturazione di blocchi di vetro piatti con un laser a impulsi ultracorti (UKP) e la successiva formatura.
Strutturazione laser: alta produttività grazie a scanner poligonali e laser UKP
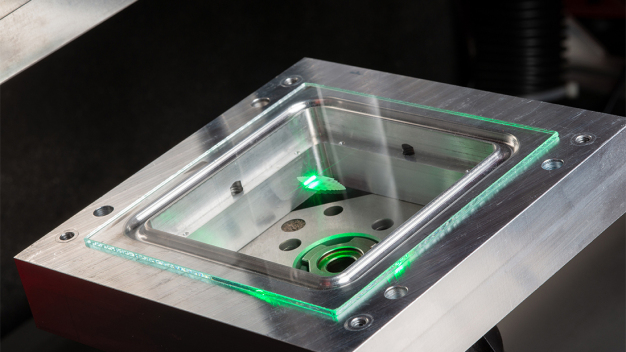
La strutturazione dei blocchi di vetro piatti avviene con il laser UKP e tempi di impulso inferiori a dieci picosecondi. Grazie al basso apporto di calore, il materiale viene lavorato in modo particolarmente delicato e si possono creare strutture micro e nanometriche efficaci dal punto di vista ottico e tattile sul vetro.
Il team di progetto ha sperimentato due concetti di lavorazione complementari. In uno, il raggio laser viene deviato tramite due specchi motorizzati. Gli specchi vengono continuamente accelerati e decelerati, limitando così la velocità di lavorazione. Nel secondo metodo, il raggio viene deviato da uno specchio rotante molto veloce con molte piccole facce. Grazie a questa rotazione continua, il laser può lavorare grandi superfici in tempi molto brevi. Con entrambe le configurazioni, i ricercatori sono riusciti a creare strutture anti-abbagliamento, anti-riflesso e anti-impronta digitale.
Formatura del vetro: confronto tra diverse procedure
Per deformare i blocchi di vetro strutturati, i ricercatori hanno confrontato due varianti di formatura termica: quella isoterma e quella non-isoterma. Nel processo isoterma, lo stampo e il vetro vengono riscaldati insieme. Questa procedura garantisce elevate precisioni di forma, ma i cicli sono molto lunghi.
La procedura non-isoterma, sviluppata presso il Fraunhofer IPT, separa le fasi di riscaldamento, formatura e raffreddamento. Il blocco di vetro viene inizialmente posizionato su uno stampo pre-riscaldato e poi inserito nel forno. A causa della sua minore massa, il vetro si riscalda più rapidamente rispetto allo stampo e viene deformato. Successivamente, il vetro ancora caldo viene rimosso dallo stampo e raffreddato all'esterno. Lo stampo è subito disponibile per il ciclo successivo. In questo modo, si possono raggiungere tempi di ciclo inferiori a 100 secondi per componente.
Monitoraggio digitale del processo e compensazione delle deformazioni strutturali
Nel progetto »EffF3D«, sono state realizzate diverse componenti di esempio, tra cui console centrali funzionalizzate e parabrezza, su impianti di produzione in serie. Poiché i blocchi di vetro pre-strutturati sono stati deformati per la prima volta in questo modo, la determinazione della temperatura di processo ottimale è stata una sfida centrale: deve essere abbastanza alta da consentire la formatura, ma non deve influenzare in modo indesiderato le strutture micro inserite. Per il monitoraggio del processo, i ricercatori hanno utilizzato vari sensori, come sensori di temperatura.
Durante la deformazione, le strutture micro precedentemente inserite cambiano. Per garantire che alla fine le strutture abbiano comunque la forma e la posizione desiderate, i ricercatori hanno sviluppato un metodo di compensazione che, tramite simulazioni al computer, calcola in anticipo le deformazioni previste. Queste deformazioni vengono prese in considerazione durante la strutturazione del blocco di vetro, in modo che le strutture correttamente formate si trovino nella posizione corretta dopo la deformazione.
Valutazione del ciclo di vita mostra il potenziale della nuova catena di processo
Nel quadro di una valutazione del ciclo di vita (LCA), le catene di processo sono state analizzate in base a criteri ecologici centrali come il consumo di energia e materiali. L'analisi ha mostrato che la combinazione di strutturazione laser e formatura non-isoterma è molto efficiente in termini di emissioni di CO₂. Poiché entrambi i processi – strutturazione laser e formatura non-isoterma – sono completamente elettrici, le emissioni di CO₂ dipendono direttamente dal mix energetico utilizzato e continueranno a diminuire con la decarbonizzazione progressiva.
Partner di progetto
– Fraunhofer Institute for Production Technology IPT (coordinamento)
– Saint-Gobain Sekurit Deutschland GmbH, Herzogenrath
– FLABEG Automotive Germany GmbH, Nürnberg
– ModuleWorks GmbH, Aachen
– LPKF SolarQuipment GmbH, Suhl
– Vitrum Technologies GmbH, Aachen
Finanziamenti
Il progetto di ricerca »EffF3D – Funzionalizzazione efficiente di vetri sottili 3D« è stato finanziato dal Ministero federale dell'economia e dell'energia (BMWi) nell'ambito del 7° programma di ricerca energetica del governo federale.
Fraunhofer-Institut für Produktionstechnologie IPT
52074 Aachen
Germania



