



- Aménagement & Équipement
- Traduit avec IA
vali.wiki - Connaissances de base sur l'étalonnage
Faits concernant la calibration en général
Un capteur PT100 utilise la dépendance de la résistance électrique à la température de l'élément Platine. Cela signifie que la résistance change en fonction de la température. Lors d'une calibration, cette résistance est mesurée, ce qui permet de définir la température mesurée.
Il se peut que la courbe de la résistance en fonction de la température change légèrement. On parle alors d'un dérive ; plus le temps passe, plus l'écart augmente.
Lors de la calibration, le capteur est comparé à un appareil de référence, c'est-à-dire qu'une mesure de référence est effectuée avec un appareil calibré avec précision selon le même principe de mesure. La différence entre le capteur testé et la référence constitue l'écart.
Calibration en laboratoire
Lors de la calibration classique, le capteur est démonté et envoyé dans un laboratoire (souvent accrédité SCS ou DKD).
Bien que la re-calibration délivre un certificat SCS ou DKD pour le capteur concerné, ce certificat ne garantit pas que le capteur réinstallé après transport et réinstallation correspond effectivement aux valeurs déterminées par le laboratoire de calibration externe. Des dommages liés au transport et/ou à l'installation ne peuvent pas être détectés avec cette méthode de calibration.
Calibration sur site
C'est pourquoi les capteurs sont souvent calibrés sur place avec des appareils de mesure certifiés SCS ou DKD. Deux méthodes existent :
Calibration avec démontage
Le capteur est démonté de l'installation et calibré par exemple dans un bureau sur place. L'avantage principal est que plusieurs capteurs peuvent être calibrés simultanément, ce qui nécessite moins de temps et réduit les coûts.
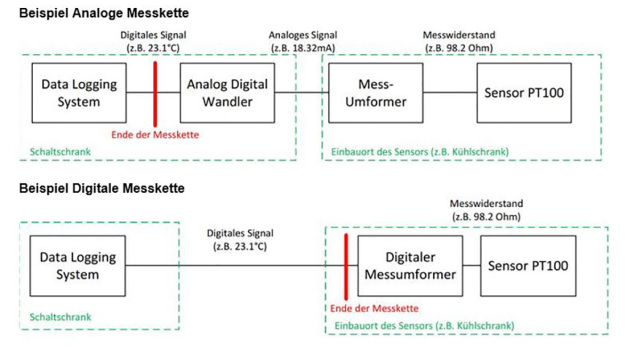
En revanche, cette méthode peut interrompre la chaîne de mesure. Surtout pour des principes de mesure analogiques comme 4 à 20 mA ou 0 à 10 volts, cela peut entraîner des perturbations qui ne sont pas prises en compte.
Pour une transmission numérique comme Modbus, la valeur de mesure est transmise directement, ce qui évite toute déviation.
Calibration en ligne
La calibration en ligne consiste à ne pas déconnecter le capteur de la chaîne de mesure, mais à le calibrer directement en place. L'avantage majeur est que les valeurs peuvent être lues directement sur le système, et tous les facteurs de perturbation sont inclus dans l'écart. Cependant, cela nécessite un temps considérablement plus long, ce qui peut être considéré comme un inconvénient.
Exemple :
10 capteurs PT100 à 10/23/30 °C
Durée totale de la calibration collective : environ 5 heures
Durée totale de la calibration en ligne pour chaque capteur : environ 50 heures
En raison des avantages et inconvénients mentionnés ci-dessus, de plus en plus de capteurs avec transmission numérique sont choisis, car la chaîne de mesure se termine avec le convertisseur Modbus.
Ainsi, une calibration en ligne peut être effectuée même en regroupant de nombreux capteurs. Les capteurs numériques sont un peu plus chers à l'achat, mais la calibration permet de gagner beaucoup de temps.
La fin de la chaîne de mesure numérique peut varier et est déterminée par une analyse de risque.
Il est également possible que le service d'assurance qualité souhaite lire la valeur calibrée directement sur le système de journalisation des données, auquel cas les capteurs ne peuvent pas être regroupés et calibrés centralement.
![]()
vali.sys ag
Rosengartenstrasse 17b
8608 Bubikon
Suisse
Téléphone: +41 43 4959250
e-mail: info@valisys.swiss
Internet: http://www.valisys.swiss



