



- Furnishing & equipment
- Translated with AI
vali.wiki - Background Knowledge Calibration
Facts about Calibration in General
A PT100 sensor uses the dependence of the electrical resistance on the temperature of the platinum element. This means that the resistance changes depending on the temperature. During calibration, this resistance is measured, which allows the measured temperature to be defined.
It is possible that the resistance characteristic curve changes slightly depending on the temperature. This is called drift; the more time passes, the greater the deviation will be.
During calibration, the sensor is compared against a reference device, i.e., a reference measurement is performed with a more accurately calibrated device using the same measurement principle. The difference between the unit under test and the reference is then the deviation.
Calibration in the Laboratory
In conventional calibration, the sensor is removed and sent to a laboratory (usually SCS- or DKD-accredited).
Although re-calibration results in an SCS or DKD certificate for the respective sensor, this certificate does not indicate whether the reinstalled sensor, after transportation and reinstallation, actually matches the values determined by the external calibration laboratory. Transportation and/or installation damages cannot be detected with this calibration method.
On-Site Calibration
Therefore, sensors are often calibrated on-site with SCS- or DKD-certified measuring devices. There are two approaches:
Calibration with Disassembly
The sensor is dismounted from the system and calibrated locally, e.g., in an office. The major advantage is that many sensors can be calibrated at once, which takes less time and minimizes costs.
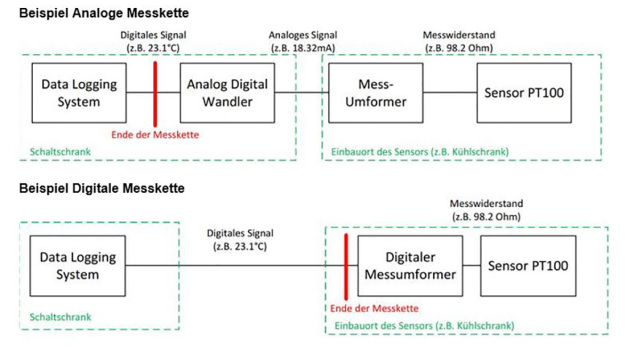
However, a disadvantage is that the measurement chain is interrupted. Especially with analog measurement principles such as 4 to 20 mA or 0 to 10 volts, disturbances that may occur in the measurement chain are not considered.
With digital transmission, such as Modbus, the measurement value is transmitted directly, and no deviation can occur in this process.
Inline Calibration
In inline calibration, the sensor is not disconnected from the measurement chain but calibrated directly in its installed state. A major advantage is that the values can be read directly from the system, and all disturbance factors are included in the deviation. However, this method requires significantly more time, which can be considered a disadvantage.
Example:
10 PT100 sensors at 10/23/30 °C
Total duration of batch calibration: approx. 5 hours
Total duration of individual inline calibration: approx. 50 hours
Due to the advantages and disadvantages mentioned above, sensors with digital transmission paths are increasingly preferred today, as the measurement chain ends at the Modbus converter.
This allows inline calibration to be performed even when many sensors are collected. Digital sensors are slightly more expensive to purchase but can save a lot of time during calibration.
Where the digital measurement chain ends can vary and is determined by a risk analysis.
It is also possible that quality assurance wants to read the calibrated value directly from the data logging system; in this case, sensors cannot be collected and calibrated centrally.
![]()
vali.sys ag
Rosengartenstrasse 17b
8608 Bubikon
Switzerland
Phone: +41 43 4959250
email: info@valisys.swiss
Internet: http://www.valisys.swiss



