



- Installazione e dotazioni
- Tradotto con IA
vali.wiki - Conoscenza di base sulla calibrazione
Fatti sulla calibrazione in generale
Un sensore PT100 utilizza la dipendenza della resistenza elettrica dalla temperatura dell'elemento in platino. Ciò significa che la resistenza cambia in funzione della temperatura. Durante una calibrazione, questa resistenza viene misurata, permettendo di definire la temperatura misurata.
Ora, può succedere che la curva caratteristica della resistenza in funzione della temperatura cambi leggermente. Questo fenomeno si chiama deriva; più passa il tempo, maggiore sarà la deviazione.
Durante la calibrazione, il sensore viene confrontato con un dispositivo di riferimento, cioè viene eseguita una misurazione di riferimento con un dispositivo calibrato più accuratamente secondo lo stesso principio di misura. La differenza tra il sensore in prova e il riferimento rappresenta la deviazione.
Calibrazione in laboratorio
Nella calibrazione tradizionale, il sensore viene smontato e inviato in un laboratorio (solitamente accreditato SCS o DKD).
Sebbene la ricalibrazione produca un certificato SCS o DKD per il sensore corrispondente, questo certificato non garantisce che il sensore reinstallato, dopo il trasporto e il reinserimento, corrisponda effettivamente ai valori determinati nel laboratorio di calibrazione esterno. Danni durante il trasporto e/o l'installazione non possono essere rilevati con questo metodo di calibrazione.
Calibrazione sul campo
Spesso, i sensori vengono calibrati sul posto con strumenti di misura certificati SCS o DKD. Esistono due metodi:
Calibrazione con smontaggio
Il sensore viene smontato dall'impianto e calibrato, ad esempio, in un ufficio sul posto. Il grande vantaggio è che molti sensori possono essere calibrati contemporaneamente, risparmiando tempo e riducendo i costi.
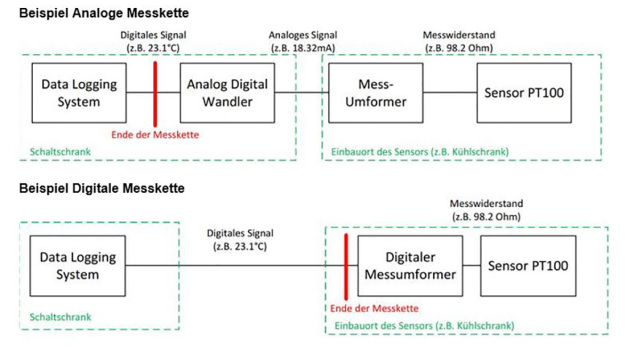
Tuttavia, uno svantaggio è che la catena di misura viene interrotta. Specialmente con principi di misura analogici come 4-20 mA o 0-10 Volt, possono verificarsi disturbi che si verificano lungo la catena di misura e che non vengono considerati.
Con una trasmissione digitale come, ad esempio, Modbus, il valore di misura viene trasmesso direttamente, senza possibilità di deviazioni.
Calibrazione in linea
Con la calibrazione in linea, il sensore non viene smontato dalla catena di misura, ma calibrato direttamente nello stato installato. Il grande vantaggio è che i valori possono essere letti direttamente dal sistema e tutti i fattori di disturbo sono inclusi nella deviazione. Tuttavia, bisogna prevedere un tempo molto più lungo, il che può essere considerato uno svantaggio.
Esempio:
10 sensori PT100 a 10/23/30 °C
Durata totale della calibrazione collettiva: circa 5 ore
Durata totale della calibrazione in linea per ciascun sensore: circa 50 ore
Per via dei vantaggi e svantaggi sopra menzionati, oggi si preferisce spesso utilizzare sensori con trasmissione digitale, poiché la catena di misura termina con il convertitore Modbus.
In questo modo, è possibile eseguire una calibrazione in linea anche raccogliendo molti sensori. I sensori digitali sono leggermente più costosi all'acquisto, ma si può risparmiare molto tempo durante la calibrazione.
La fine della catena di misura digitale può variare e viene determinata da un'analisi dei rischi.
Può anche succedere che il sistema di assicurazione qualità voglia leggere direttamente il valore calibrato dal sistema di registrazione dati, nel qual caso i sensori non possono essere raccolti e calibrati centralmente.
![]()
vali.sys ag
Rosengartenstrasse 17b
8608 Bubikon
Svizzera
Telefono: +41 43 4959250
E-mail: info@valisys.swiss
Internet: http://www.valisys.swiss



