



- Zařízení a vybavení
- Přeloženo pomocí AI
vali.wiki - Pozadí kalibrace
Fakty o kalibraci obecně
Sensor PT100 využívá závislosti elektrického odporu na teplotě prvku platiny. To znamená, že odpor se mění v závislosti na teplotě. Při kalibraci se tento odpor změří, čímž lze určit naměřenou teplotu.
Nyní může dojít k mírným změnám v charakteristice odporu v závislosti na teplotě. O tom mluvíme jako o driftu; čím více času uplyne, tím větší odchylka vznikne.
Při kalibraci se senzor porovnává s referenčním zařízením, tj. provádí se referenční měření s přesně kalibrovaným zařízením se stejným měřicím principem. Rozdíl mezi zkoušeným zařízením a referencí je pak odchylka.
Kalibrace v laboratoři
Při běžné kalibraci je senzor demontován a zaslán do laboratoře (nejčastěji akreditované SCS nebo DKD).
Ačkoliv rekalibrace vydá certifikát SCS nebo DKD pro příslušný senzor, tento certifikát neříká nic o tom, zda je zpětně namontovaný senzor po přepravě a opětovném instalaci skutečně v souladu s hodnotami stanovenými v externí kalibrační laboratoři. Při této metodě kalibrace nelze rozpoznat poškození při přepravě nebo montáži.
Kalibrace na místě
Často jsou senzory kalibrovány přímo na místě s použitím certifikovaných měřicích přístrojů SCS nebo DKD. Existují dvě metody:
Kalibrace s demontáží
Senzor je demontován z zařízení a například kalibrován v kanceláři na místě. Velkou výhodou je, že lze kalibrovat mnoho senzorů najednou, což vyžaduje méně času a snižuje náklady.
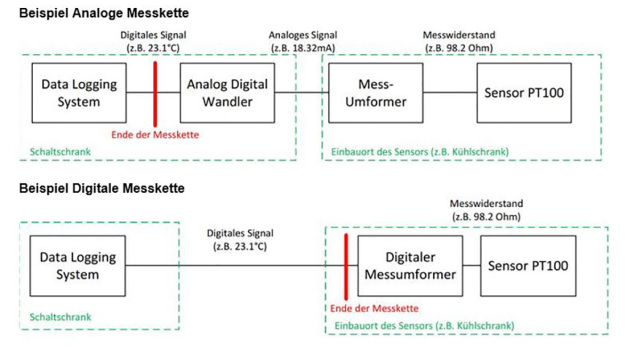
Na druhou stranu se však tím přerušuje měřicí řetězec. Zejména u analogových měřicích principů, jako jsou 4 až 20 mA nebo 0 až 10 voltů, tím mohou vzniknout rušení, která se na měřicím řetězci mohou vyskytnout.
U digitální přenosu, například Modbus, je hodnota měření přímo přenášena, a tím nemůže dojít k odchylkám.
Kalibrace přímo v zařízení (inline)
Při této metodě není senzor oddělen od měřicího řetězce, ale kalibrován přímo v zabudovaném stavu. Velkou výhodou je, že hodnoty lze přímo číst ze systému a všechny rušivé faktory jsou zahrnuty v odchylce. Nicméně je třeba počítat s výrazně delším časem, což může být považováno za nevýhodu.
Příklad:
10 PT100 senzorů při 10/23/30 °C
Celková doba hromadné kalibrace: přibližně 5 hodin
Celková doba inline kalibrace u každého zvlášť: přibližně 50 hodin
Vzhledem k výše zmíněným výhodám a nevýhodám je dnes stále častěji volena digitalizovaná měřicí cesta, protože měřicí řetězec končí u Modbus převodníku.
Tak lze provést inline kalibraci i při sběru mnoha senzorů. Digitální senzory jsou sice na pořízení trochu dražší, ale při kalibraci lze ušetřit mnoho času.
To, kde měřicí řetězec končí, může být různé a je určeno analýzou rizik.
Také je možné, že systém zajištění kvality chce hodnotu přímo číst z datového logovacího systému, pak nelze senzory sbírat a kalibrovat centrálně.
![]()
vali.sys ag
Rosengartenstrasse 17b
8608 Bubikon
Švýcarsko
Telefon: +41 43 4959250
E-mail: info@valisys.swiss
Internet: http://www.valisys.swiss



