



- Configuración y equipamiento
- Traducido con IA
vali.wiki - Conocimiento de fondo sobre calibración
Datos sobre la calibración en general
Un sensor PT100 utiliza la dependencia de la resistencia eléctrica respecto a la temperatura del elemento platino. Esto significa que la resistencia cambia en función de la temperatura. En una calibración, se mide esta resistencia, lo que permite definir la temperatura medida.
Ahora bien, puede ocurrir que la curva característica de la resistencia en función de la temperatura cambie ligeramente. Esto se denomina deriva; cuanto más tiempo pase, mayor será la desviación.
En la calibración, el sensor se compara con un dispositivo de referencia, es decir, se realiza una medición de referencia con un equipo calibrado con mayor precisión y con el mismo principio de medición. La diferencia entre el sensor en prueba y la referencia es la desviación.
Calibración en laboratorio
En la calibración convencional, se desmonta el sensor y se envía a un laboratorio (generalmente acreditado por SCS o DKD).
Si bien la recalibración proporciona un certificado SCS o DKD para el sensor correspondiente, este certificado no garantiza que el sensor reinstalado después del transporte y la reinstalación corresponda exactamente a los valores determinados en el laboratorio externo. Las posibles daños durante el transporte y/o montaje no pueden ser detectados con este método de calibración.
Calibración en el lugar
Por ello, a menudo los sensores se calibran en el lugar con instrumentos de medición certificados por SCS o DKD. Existen dos procedimientos:
Calibración con desmontaje
El sensor se desmonta del sistema y, por ejemplo, se calibra en una oficina en el lugar. La gran ventaja es que se pueden calibrar varios sensores a la vez, lo que requiere menos tiempo y minimiza los costos.
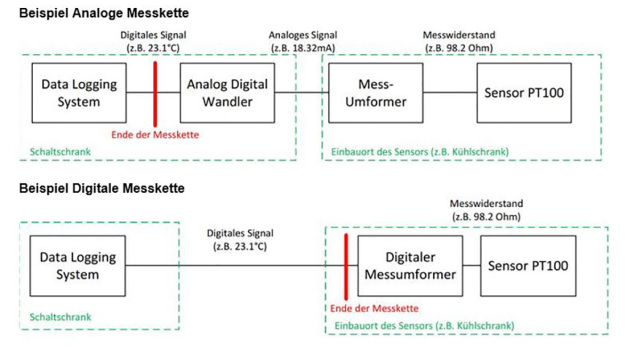
Sin embargo, esto puede parecer una desventaja, ya que se interrumpe la cadena de medición. Especialmente en principios de medición analógicos como 4 a 20 mA o 0 a 10 voltios, esto puede causar interferencias que no se consideran.
En una transmisión digital, como por ejemplo Modbus, el valor de medición se transmite directamente, sin que puedan surgir desviaciones.
Calibración en línea
En la calibración en línea, el sensor no se separa de la cadena de medición, sino que se calibra directamente en su estado instalado. La gran ventaja es que los valores se pueden leer directamente del sistema y todos los factores de interferencia están incluidos en la desviación. Sin embargo, esto requiere un tiempo considerable, lo que puede considerarse una desventaja.
Ejemplo:
10 sensores PT100 a 10/23/30 °C
Duración total de la calibración colectiva: aproximadamente 5 horas
Duración total de la calibración en línea individual: aproximadamente 50 horas
Debido a las ventajas y desventajas mencionadas, hoy en día se prefieren sensores con transmisión digital, ya que la cadena de medición termina en el convertidor Modbus.
De esta manera, se puede realizar una calibración en línea incluso con muchos sensores. Los sensores digitales son un poco más caros en su adquisición, pero permiten ahorrar mucho tiempo en la calibración.
El lugar donde termina la cadena de medición digital puede variar y se determina mediante un análisis de riesgos.
También puede ocurrir que el control de calidad desee leer el valor calibrado directamente en el sistema de registro de datos, en cuyo caso no se pueden recoger los sensores ni calibrarlos centralmente.
![]()
vali.sys ag
Rosengartenstrasse 17b
8608 Bubikon
Suiza
Teléfono: +41 43 4959250
Correo electrónico: info@valisys.swiss
Internet: http://www.valisys.swiss



