



- Traduit avec IA
Dipl.-Ing. Helene Schöngruber Bsc, Dipl.-Ing. Christoph Lhota
À l'envers
Nouveau concept de salle blanche pour les applications à haute température
 / The influence of mold temperature on cleanroom quality was investigated intensively in the cleanroom of ENGEL AUSTRIA in Schwertberg, Austria. The results of this work formed the basis for development of a completely new cleanroom concept. (Picture: ENGEL)")
Dans la salle blanche de ENGEL AUSTRIA à Schwertberg, en Autriche, l'influence de la température du moule sur la qualité de la salle blanche a été étudiée de manière approfondie. Les résultats de ces travaux ont permis de développer un tout nouveau concept de salle blanche. (Image : Engel) / The influence of mold temperature on cleanroom quality was investigated intensively in the cleanroom of ENGEL AUSTRIA in Schwertberg, Austria. The results of this work formed the basis for development of a completely new cleanroom concept. (Picture: ENGEL)
 " title="
" title="
")
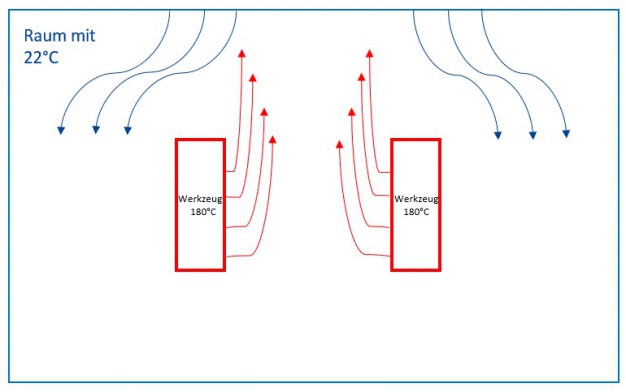
Figure 1. Le flux d'air propre circule généralement à contre-courant du flux thermique. À des températures de moule très élevées, le flux d'air propre n'atteint même pas le moule. (Image : ENGEL)
</figcaption>
</figure> / <figure>
<figcaption>Figure 2. Une circulation d'air constante n'est plus présente à une température de moule de 90 °C. La turbulence se produit principalement immédiatement après l'ouverture du moule. Le flux d'air se stabilise à nouveau après quatre secondes. (Image : ENGEL)</figcaption>
</figure>")
 / Figure 3. À une température de moule de 140 °C, il n'a été possible d'obtenir un flux traversant qu'en augmentant la vitesse d'écoulement, ce qui, en pratique, n'est pas autorisé en raison de la vitesse fixée de 0,45 m/s. (Image : ENGEL)")
Bild 3. À une température de l'outil de 140 °C, il n'était possible d'atteindre un flux traversant qu'en augmentant la vitesse d'écoulement, ce qui n'est cependant pas autorisé en pratique en raison de la vitesse fixée de 0,45 m/s. (Image : Engel) / Figure 3. À une température de moule de 140 °C, il n'a été possible d'obtenir un flux traversant qu'en augmentant la vitesse d'écoulement, ce qui, en pratique, n'est pas autorisé en raison de la vitesse fixée de 0,45 m/s. (Image : ENGEL)
 / Figure 4. Afin de garder la charge particulaire faible même à des températures élevées du moule, il est utile d'inverser le flux d'air propre. ENGEL AUSTRIA et Max Petek Reinraumtechnik ont déjà réalisé une première solution industrielle. Une vue dans la zone du moule montre la grille d'air à travers laquelle l'air de la salle blanche est soufflé vers le haut. (Photo : ENGEL)")
Bild 4. Afin de maintenir la charge particulaire faible même à des températures élevées de l'outil, il est judicieux d'inverser le flux d'air propre. ENGEL AUSTRIA et Max Petek Reinraumtechnik ont déjà mis en œuvre une première solution industrielle. La vue dans la zone de l'outil montre la grille d'air à travers laquelle l'air de la salle blanche est soufflé vers le haut. (Image : Engel) / Figure 4. Afin de garder la charge particulaire faible même à des températures élevées du moule, il est utile d'inverser le flux d'air propre. ENGEL AUSTRIA et Max Petek Reinraumtechnik ont déjà réalisé une première solution industrielle. Une vue dans la zone du moule montre la grille d'air à travers laquelle l'air de la salle blanche est soufflé vers le haut. (Photo : ENGEL)



Les températures élevées sont indésirables en salle blanche. Cependant, lors de l'injection, elles ne peuvent pas être évitées. Des travaux de recherche sur l'influence de la température de l'outil sur le flux d'air laminaire en salle blanche mettent en évidence la pertinence du sujet et posent en même temps les bases d'un tout nouveau concept de salle blanche avec une circulation d'air inversée. Les premières applications industrielles promettent un potentiel considérable pour une qualité encore meilleure de la salle blanche.
Pour l'injection de plastiques thermoplastiques, le granulé est chauffé dans le cylindre de masse jusqu'à atteindre un état visqueux ou liquide, puis injecté dans l'outil tempéré. La température de l'outil est un paramètre spécifique au matériau, qui influence considérablement le déroulement du processus et en particulier le temps de cycle. De plus, la température de l'outil influence la circulation de l'air, ce qui devient pertinent pour le processus en salle blanche. L'air chaud rayonné par l'outil monte vers le haut, ce qui s'oppose à la circulation d'air en salle blanche, généralement dirigée de haut en bas (voir Image 1). Avec l'augmentation de la température, la charge en particules augmente, ce qui compromet la qualité de la salle blanche. Même avec une circulation inégale dans la zone de l'outil, il peut arriver que les pièces moulées ne soient pas nettoyées avec de l'air pur dans la mesure prévue, et que des particules se déposent sur les pièces.
Effet déjà mesurable à partir de 40 °C
Dans le cadre d'un travail de diplôme, il a été étudié à partir de quelle température de l'outil l'utilisation d'une unité de filtration classique (FFU) ou d'une boîte à flux laminaire (LFB) devient inefficace. [1] Les essais ont été réalisés dans la salle blanche du constructeur d'injection ENGEL AUSTRIA à Schwertberg, en Autriche. Les modules de flux laminaire du type LMP ont été fournis par Max Petek Reinraumtechnik (Radolfzell, Allemagne). Ils ont été conçus spécifiquement pour une utilisation sur des machines d'injection.
Pour comparaison, d'une part, la circulation normale en salle blanche a été utilisée, et d'autre part, la zone de l'outil et de l'éjecteur a été encapsulée avec un LMP supplémentaire. Pour visualiser le flux d'air, du brouillard a été dirigé vers le haut dans la zone de l'outil pour les deux séries d'essais, et l'outil a été maintenu à une température constante.
Dès la configuration simple sans module de flux laminaire supplémentaire, il a été constaté qu'une température de l'outil de 40 °C perturbe déjà la circulation d'air dans la zone de l'outil avec de l'air pur. Ce résultat souligne l'importance de cette recherche, car pour la plupart des applications, une température aussi basse de l'outil n'est pas suffisante.
Avec le LMP, l'objectif était d'obtenir une circulation encore plus constante de haut en bas. La vitesse de l'air a été réglée conformément à la directive EU-GMP à 0,45 m/s. Les essais au brouillard dans cette configuration encapsulée ont été enregistrés en vidéo. Les images fixes montrent qu'à partir d'une température de l'outil de 90 °C, la circulation n'est plus constante et des turbulences apparaissent (voir Image 2). Ces turbulences se produisent surtout immédiatement après l'ouverture de l'outil, mais après quatre secondes, le flux se stabilise à nouveau et l'outil est à nouveau constamment traversé par l'air.
La même mesure a été répétée avec une température d'outil de 140 °C (voir Image 3). Ici, quatre secondes ne suffisent pas à dissiper les turbulences. À cette température élevée, tout l'air dans la zone de l'outil est fortement chauffé et une émission accrue de particules se produit. Seule une augmentation de la vitesse de l'air à 0,8 m/s permet de retrouver un flux laminaire suffisant.
Vitesse d'ouverture de l'outil, un autre paramètre à ajuster
En plus de la température, la vitesse d'ouverture de l'outil influence également la circulation de l'air. Des essais ont été réalisés avec des vitesses d'ouverture de 1100 mm/s et 220 mm/s. Les résultats montrent qu'un mouvement lent de la plaque de fixation de l'outil provoque moins de turbulences qu'une ouverture très rapide. Cependant, en testant les extrêmes, il apparaît qu'une ouverture trop lente augmente à nouveau les turbulences, car l'air entre les deux moitiés de l'outil se réchauffe à nouveau lors de l'ouverture prolongée. En revanche, une ouverture extrêmement rapide peut stabiliser le flux d'air, permettant de recouvrir l'outil et les pièces moulées avec de l'air pur de manière constante. Pour illustrer ces vitesses extrêmes, des durées d'ouverture de 12 et 3 secondes ont été étudiées. La vitesse d'ouverture optimale pour la sécurité en salle blanche dépend du processus de fabrication et de l'outil. En pratique, il n'est pas toujours possible de prendre en compte ces effets de circulation lors du réglage de la vitesse d'ouverture. La technologie médicale étant également soumise à une forte pression économique, la durée du cycle est un facteur déterminant pour la rentabilité.
Défi du silicone liquide
Les essais décrits ont permis de poser des bases importantes pour l'étude ultérieure des processus d'injection en salle blanche. L'objectif d'un deuxième travail de diplôme était de développer des solutions garantissant un haut niveau de pureté à des températures élevées de l'outil. [2] Pour pouvoir tirer des conclusions même dans des conditions extrêmes de température, les essais complémentaires n'ont pas été réalisés avec des thermoplastiques, mais avec du LSR (liquid silicone rubber). La particularité du silicone liquide est que, contrairement aux thermoplastiques, il est refroidi dans le cylindre de masse, alors que des températures beaucoup plus élevées, de 180 °C, règnent dans l'outil. Ce n'est qu'à ces températures élevées que le LSR peut vulcaniser et former un réseau. En plus de ces températures élevées, le traitement du LSR dégage des gaz. À haute température, des silanes sont libérés, visibles à l'œil nu sous forme de nuage. Ces composants volatils du silicone liquide polluent de plus en plus la salle blanche lors de la production, et la concentration en particules peut rapidement dépasser la limite fixée pour la classe de salle blanche concernée. Pour les essais dans le cadre du travail de diplôme, la salle blanche de l'atelier d'ENGEL a été réglée sur la classe ISO 7. Après seulement quelques cycles, la mesure des particules a indiqué une concentration trop élevée en particules de 0,5 µm de diamètre.
Une première solution à ce problème consistait à encapsuler la zone de l'outil avec un LMP afin de disperser le nuage de silane. Contrairement à la pratique habituelle, l'air propre n'a pas été dirigé du haut vers le bas dans la zone de l'outil, mais du bas vers le haut. La aspiration en salle blanche, jusque-là utilisée, devait permettre d'évacuer les particules de silane. Bien que cette configuration n'ait pas permis de résoudre complètement le problème, une réduction de la concentration en particules a été observée par rapport à la mesure précédente, même si elle ne répondait pas encore aux exigences de la classe ISO 7.
La simulation confirme la recherche empirique
Dans un second temps, l'idée d'inverser la circulation de l'air a été mise en œuvre de manière cohérente. Non seulement l'air propre a été dirigé du bas vers le haut, mais la nuée de brouillard a également été aspirée vers le haut hors de la zone de l'outil (voir Images 4 et 5). Soutenue par la thermique, la nuée de brouillard a rapidement gagné en vitesse et s'est considérablement diluée.
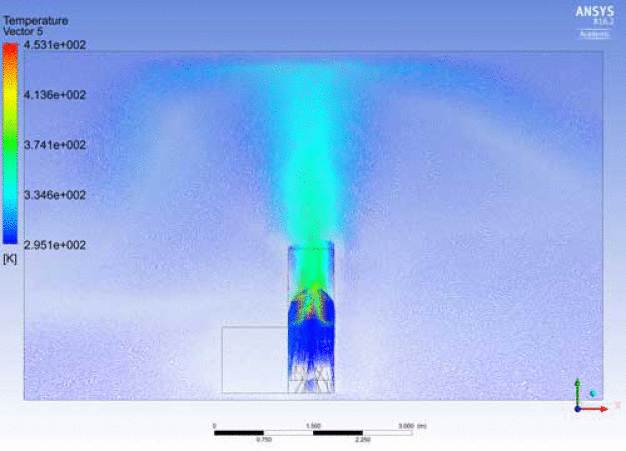
Pour confirmer les résultats expérimentaux, la configuration a été simulée (voir Image 6). Le logiciel ANSYS, version R16.2 Academic, a été utilisé à cet effet. Les calculs confirment la bonne performance des essais en atelier et permettent de prévoir le comportement en cas de modifications des conditions ambiantes.
Max Petek Reinraumtechnik a développé, sur la base de ces résultats, une solution de salle blanche avec un flux laminaire inversé. L'air est aspiré vers le haut hors de la zone de l'outil.
Première installation industrielle réalisée
Les résultats des deux travaux de diplôme cités dans cet article montrent clairement que l'influence de la température de l'outil ne doit pas être négligée pour un fonctionnement sûr en salle blanche. Dès une température de l'outil de 40 °C, la circulation laminaire est perturbée. La température limite pour une circulation d'air propre conventionnelle, allant du haut vers le bas (sans module de flux laminaire supplémentaire), a été déterminée à 110 °C. Tant les mesures empiriques que la simulation confirment qu'une inversion de la circulation de l'air peut réduire la charge en particules.
ENGEL AUSTRIA et Max Petek Reinraumtechnik ont déjà mis en œuvre industriellement les résultats de ces travaux de développement. La nouvelle solution a le potentiel de devenir la norme pour les applications à haute température.
Références
1. Denisa Costas, Analyse de l’impact des températures de processus sur la circulation d’air en salle blanche lors de l’injection de thermoplastiques de haute performance de qualité médicale, Travail de diplôme en génie médical à la Fachhochschule Oberösterreich, Linz, Autriche, 2015.
2. Helene Schöngruber, Identification et analyse du flux thermique en salle blanche lors de l’injection de liquide, Travail de diplôme en génie médical à la Fachhochschule Oberösterreich, Linz, Autriche, 2016.
ENGEL AUSTRIA GmbH
4311 Schwertberg
Autriche



