



- Furnishing & equipment
- Translated with AI

Joachim Ludwig
Cleaning and packaging of individual parts and assemblies for use in cleanroom conditions
Cleaning and packaging of individual parts and assemblies for use in cleanroom conditions

Cleaning procedure in the cleanroom and inspection with UV light.

Figure 1: Example of the different cleaning levels

Example of the complexity of various contaminants.

Figure 2: Machine Cleaning

Cleaning of films for packaging
Overview
An increasing number of product manufacturing processes are carried out under defined conditions, cleanroom conditions. The respective products and the process steps required for production determine the cleanroom conditions needed. To produce in a cleanroom, some essential prerequisites must be met to make this efficient. In hardly any other area is the analysis of the entire manufacturing chain as necessary as in pure manufacturing environments. It is certainly very important to define what the necessary environmental conditions are under which manufacturing should take place. Very often, the specifications for the purity of the delivered material and process equipment are not adapted to the necessary requirements, i.e., questions about the mode of delivery and the purity requirements that the delivered product and its packaging must meet need to be clarified. The fact that production takes place in a cleanroom is by far not sufficient to achieve the necessary product quality.
This article primarily discusses two process steps within the overall chain, which are of outstanding importance: cleaning and packaging of individual parts, assemblies, and complete machines.
Cleaning and Packaging – A New Quality
Why is there talk of a new quality in cleaning and packaging processes? Cleaning and packaging have always been done. But what is new now? The new aspect is that it can no longer be equated with "cleaning" and "packing." You clean a bicycle with a cloth – an optical frame is cleaned with cleaning media and wiping agents according to a specified cleaning technology. You pack a birthday gift in wrapping paper – the delivered optical frame is stored in a magazine, which is fixed in a sealable box, then double-wrapped in pre-cleaned and antistatic PE foil, possibly filled with nitrogen or evacuated, and then shipped to the user.
From this brief description of the processes, the differences to conventional technologies are evident. But what makes it necessary to incur increased efforts for cleanroom applications? Steps and technologies that require a pure environment or a cleanroom use this environment to achieve a high product quality or would not be feasible under "normal" conditions. This means consciously accepting the higher cost factor associated with operating a pure manufacturing environment. For this reason, efforts are always made to prevent external influences that could negatively impact this cost factor in advance. This is also why standards and guidelines address the topic of cleanroom and purity suitability, surface cleanliness, chemical contamination, cleanroom-compatible materials, among others. It is recognized that there are still significant gaps in this context, and standardization does not yet cover all necessary points.
Requirements from Standards and Guidelines
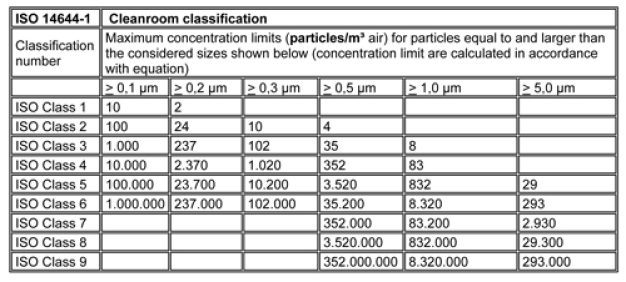
Searching for standards or guidelines on "process chains in the cleanroom" yields very little. Usually, as in DIN EN ISO 14644-9, this important aspect is excluded: "The following aspects are not considered in this standard: - Procedures for cleaning surfaces; ..." (1)
This results in a range of company standards that are not compatible or interchangeable across applications and are tailored only to a few products. These standards are also accessible only to a selected user group.
Furthermore, industry-specific specifications exist that describe a state of the art which does not always align with current findings. These are mainly standards from the semiconductor sector and the automotive industry. Specific requirements from these are referenced below.
Example Semiconductor Industry
Standardization in the semiconductor industry is far advanced compared to other sectors. However, it understandably only addresses the concerns of the semiconductor, solar, and microsystem technology industries, as represented internationally by SEMI.
When examining the requirements for cleaning individual parts, assemblies, and complete machines, a significant deviation between the standard's requirements and their implementation in daily practice in many companies is evident.
For example, the following is required for cleaning and assembling machines intended for cleanroom use: "Cleaning – All tools and system components (individual parts and assemblies – author's note) should be vacuumed, blown with filtered air, and cleaned with a solution of 10% IPA and water immediately before being introduced into the assembly area. Auxiliary tools such as cleanroom cloths certified for use in ISO class 5 (according to DIN EN ISO 14644) should be used. Cutting oils, lubricants, and fluids must be removed before the parts enter the clean assembly area."
Regardless of how these requirements are implemented or can be implemented in reality, a series of questions arise that the user must answer himself for his production, as there are no concrete guidelines for this.
1. How is efficient vacuuming possible?
It is generally known that vacuuming is not an efficient cleaning technology. First, vacuuming does not have a deep effect, i.e., the vacuum cleaner must be brought very close to the part to be vacuumed to achieve an effect, and secondly, with smaller particle sizes, the attractive forces of particles to surfaces become so large that it can be assumed that below 10 µm, no effect is achieved.
2. How must compressed air be prepared for use in blowing?
Oil- and water-free, of course. Particulate-free means that the minimum particle size must be defined. N2 is often used for blowing. The same requirements apply to nitrogen as to compressed air. The purity indicated for nitrogen usually refers only to chemical purity, not particulate. Whether compressed air or nitrogen, a point-of-use filter must be used in any case. This ensures final filtration of the medium used and prevents contamination from the gas network from reaching the product.
3. What quality must a liquid cleaning medium have?
In the case of water, fully deionized (DI) water should be used in any case. Liquid residues evaporate without leaving residues. Alcohol mixtures, regardless of whether 10% or 50% are added, should meet chemical and particulate purity requirements determined by the products to be cleaned. These alcohols have the effect of dissolving organic contaminants. Water, with its higher surface tension, allows dissolved dirt to be absorbed by the wipe cloth (cleanroom cloth).
4. What is a cleanroom cloth?
……
Example Automotive Industry
The automotive industry at this point provides few universal guidelines. For example, VDA 19 (2): "Assessment of technical cleanliness – Particulate contamination of functionally relevant automotive parts."
This guideline describes the conditions for applying and documenting methods to determine particulate contamination on functionally relevant components (cleanliness testing). (2)
Specifically, it creates a basis for establishing cleanliness requirements between customers and suppliers based on methods for determining particulate contamination.
Not considered:
- Fundamentals and methods for determining/assessing the cleanliness requirements for a component from a technical functional perspective.
- Proof of organic contamination (fats, oils, etc.).
- Methods for non-quantifiable particle detection on test objects (e.g., visual assessment, wipe test with a clean cloth).
- Testing liquids used for the operation of test objects (coolants, oils, hydraulic fluids, brake fluids, fuels, gases, etc.) (2)
This also leaves users without important assistance for describing their cleaning processes, and therefore this guideline is of limited practical relevance for establishing these processes.
Internal company standards and guidelines
There are many internal standards and guidelines that describe cleaning and packaging processes. Incorporating these into a general overview for creating universally applicable instructions often fails because all company standards are preceded by confidentiality agreements.
Almost all of these regulations are based on long-standing experience and, of course, on mistakes made. Only a few are preceded by in-depth scientific investigations. These regulations remain current until they reach limits where existing procedures are no longer sufficient, and processes are iteratively further developed.
Required environmental conditions for cleaning and packaging processes
There are different views on the conditions under which cleaning and packaging should be performed. Here are three examples:
1. A standard specifies the exact air cleanliness class under which these processes should be carried out (e.g., SEMI standard). Experience shows that few suppliers meet the high requirements of class ISO 5 / ISO 6.
2. A few suppliers (e.g., in Japan) manufacture, clean, and package under the same conditions as the machine will be used at the end customer. This achieves a very high level of purity in advance. However, this entails high costs.
3. Different suppliers work according to experiential values, with at most two classes worse than the conditions at the end customer.
Cleaning of individual parts, assemblies, and machines under cleanroom conditions
Process chain from individual part through assembly to complete machine
To correctly specify the cleanliness of a machine in advance, it is necessary to analyze the entire process chain from individual part manufacturing to the complete machine. This yields the respective requirements under which conditions are to be manufactured, cleaned, and packaged. The cost aspect always applies: all individual processes should be handled under conditions that are only as good as necessary, not as good as possible. The consideration of the time factor always plays a major role in describing the process chain. Contamination is a function of time. The longer individual processes take, the higher the environmental cleanliness must be designed. This can be achieved in various ways:
- by a cleanroom of the appropriate classification
- by repeated cleaning to remove contamination repeatedly
- by packaging the products before each work break and unpacking during further processing (e.g., by sealing or covering with suitable films or active storage containers, nitrogen atmospheres are only suitable if the product must be protected from moisture and oxygen), as well as regular cleaning
Often the question arises whether a final cleaning of the entire machine would be sufficient. The counterargument is that hardly any machine is so simple that all parts can be reached during cleaning. Contaminants are often "built in" and thus pose a long-term risk. These contaminants do not adhere permanently to surfaces. Aging processes, changes in surface charge (electrostatics), fluctuations in humidity and temperature, etc., cause changes in adhesion forces on surfaces and give contamination an unpredictable dynamic.
Part cleaning
Any cleaning always depends on the type of contamination, but also on the material of the parts to be cleaned, their surface properties, and their sensitivity to mechanical influences and liquids.
Ultrasonic cleaning has proven effective for many applications. It largely preserves the components and is technically mature. For very sensitive parts, higher frequencies, called megasonic, can be used. The following points are particularly important:
- Fully deionized (DI) water should be used with hot solutions.
- When using cleaners, sufficient rinsing cycles should be provided to prevent carryover of cleaning media and detergents, as well as dissolved contaminants.
- Exhausted cleaning media and rinsing liquids should be changed at short intervals.
- Drying is of great importance (e.g., in holes and cavities). Drying must be performed under the highest purity conditions.
The variety of parts that cannot be cleaned in ultrasonic baths is very large. These include, for example, optics, ceramics, porous materials, and soft materials. Mechanical cleaning, supported by vacuuming and blowing, is used there. Sole vacuuming and blowing are by far not sufficient (see above).
Of course, there are many other cleaning methods such as CO2 cleaning, baking out, pickling, brushing, adhesive films, etc.
Assembly group cleaning
The high complexity of assemblies requires a high proportion of mechanical cleaning procedures. Reasons include, for example, adhesives that cannot be ultrasonic cleaned and a mix of different materials with various requirements. There is also a risk that cleaning media remain in the assembly because 100% drying is not possible.
Cleaning assemblies is only efficient if the individual parts have already been cleaned beforehand.
Machine cleaning
Machine cleaning is distinguished into basic cleaning and maintenance cleaning, comparable to cleanroom cleaning.
Basic cleaning after assembly
Before packaging a machine, it must be thoroughly cleaned immediately after the previous cleaning steps of parts and assemblies, regardless of prior cleaning. This cleaning requires good knowledge of the machine by the cleaning personnel. The various areas of the machine must be cleaned with suitable methods; sensitive assemblies may be excluded from final cleaning and must be protected accordingly. After this final cleaning, the machine should be immediately covered with the first protective cover (e.g., foil).
Before the packaging process, a pre-acceptance test may be performed, which can reveal contamination problems within the company. Any contamination issues identified can then be addressed internally, which is much easier than in the customer's cleanroom.
These pre-acceptance tests also document the achieved quality to the customer. The procedures and details are to be coordinated between customer and supplier.
Pre-commissioning cleaning
After the proper unpacking of the machine at the end customer, it undergoes another thorough cleaning to remove any contamination acquired during transport. No machine should be brought into the cleanroom without this cleaning. This cleaning is performed by the supplier, customer, or external personnel. The basis is the unpacking and cleaning instructions.
Surface cleanliness is usually checked randomly after cleaning. If the limits are met, the machine can be installed in the cleanroom at the designated location.
Maintenance cleaning
Maintenance cleaning is included in the customer's cleaning plan. It ensures the necessary cleanliness over time. That is, despite manufacturing in a cleanroom, machines must be periodically returned to their initial state. The cleanroom environment only prolongs the period during which the process equipment surfaces remain uncontaminated. Additionally, contamination is constantly generated through machine operation, process flows, and material handling, settling on surfaces. This maintenance cleaning must be performed according to a fixed plan and documented.
Checking cleanliness (examples)
The verification of cleaning success repeatedly presents challenges. One reason is the measurement of particles on technical surfaces, which can only be done with considerable effort. Besides measurement techniques capable of visualizing particles down to the micrometer range, the following methods are established:
- Optical inspection
Cleaned surfaces are inspected using optical aids, and particles are selected on a defined area. The result is compared with the limit value specified in the cleaning instructions. Cleaning is considered complete when these limits are not exceeded.
- Surface probe
The surface probe is used with a modified optical particle counter. Particles are dislodged from the surface by a jet of air and evaluated with the particle counter. This method is qualitative, not quantitative, as not all particles are dislodged from the surface. A percentage cleaning success can be determined by measuring before and after cleaning.
- Rinsing method
Specific surfaces are rinsed with ultrapure water, and this rinse water is tested for particles. The surface is considered clean if a predefined value is not exceeded in the rinse water. This method allows empirical determination of limits.
Note that parameters such as water volume, conductivity, and temperature can influence the measurement results.
Packaging under cleanroom conditions
Packaging materials
Basically, packaging materials must sufficiently protect the product being packed. They should have minimal particle emission and low outgassing behavior.
Often, "cleanroom foil" is required as packaging material. It is assumed that the slightly "pinkish" PE foil corresponds to this. This material is a PE foil distinguished by its electrostatic properties from other PE foils.
However, there are foils manufactured and processed under cleanroom conditions. These are rarely used for cost reasons. Cleaning of foil packaging is another option but should be done under the highest purity standards, as all foils attract particles permanently through handling.
For foil packaging, it must be ensured that the products are generally double-sealed in foil. If the products are already in boxes or magazines, these should also be sealed twice as a whole.
Reusable packaging must be cleaned before each use. These are usually not repackaged in the cleanroom after use and returned. The above considerations also apply to cleaning reusable packaging.
Personnel training
Too little attention is paid to personnel training, although this topic forms the basis for a cleanroom-compliant process chain. Without well-trained personnel, pure processes cannot be implemented in their full consequence. This applies to basic training of employees as well as to refresher training, which should be conducted two to four times a year. The main topics include:
- Fundamentals of cleanroom technology
- Cleanroom clothing and its use, donning and doffing procedures
- Behavior in the cleanroom
- Cleaning procedures, see also VDI 2083 Part 15 (3)
- Handling of cleaning tools and materials
- Handling of cleaning media
- Practical implementation
- Sensitization to the processes that each individual is allowed to perform
Summary
It is difficult to present universally valid procedures for cleaning individual parts, assemblies, and machines. The variety of parts is too great, and the requirements are too different. Fundamentally, cleaning steps should be carried out under well-documented environmental conditions with well-trained personnel. Quality control helps to continually improve the processes.
The cost factor is reflected in this consideration by the so-called 10-fold rule. This means that neglecting efforts at the beginning of a production chain, which later become highly necessary—such as surface cleanliness—requires, with each subsequent processing step, ten times higher costs than the previous step. In other words, if at the start of a technological chain 10 cents per component are saved, then in the second step of reuse, 1 euro per component in additional costs must be incurred.
References:
(1) DIN EN ISO 14644-9
Cleanrooms and associated controlled environments – Part 9:
Classification of airborne particulate surface cleanliness
(ISO/DIS 14644-9:2008);
German version EN ISO 14644-9:2008 (Draft)
(2) VDA 19
Quality management in the automotive industry
Draft guideline (1st edition, 2004 – yellow print), Association of the German Automotive Industry (VDA):
Particulate contamination of functionally relevant automotive parts
(3) VDI 2083-15
Cleanroom technology – Personnel at the clean workplace

COLANDIS GmbH
Im Camisch 34
07768 Kahla
Germany
Phone: +49 36424 76940
email: info@colandis.com
Internet: https://www.colandis.com



