



- Sistema
- Traducido con IA
Ventajas de la comunicación digital Modbus en comparación con la transmisión de señales analógicas



El cable USB Vaisala se puede usar con Raspberry Pi.


Aunque las sondas analógicas y la tecnología de adquisición de datos tienen mucho que ofrecer, también conllevan algunos riesgos. Modbus es un protocolo de comunicación digital que aborda muchos de estos problemas. En esta primera de tres entradas de blog sobre Modbus, presentamos este protocolo de campo establecido, discutimos sus ventajas y exploramos cómo se implementa en los dispositivos Vaisala.
¿Qué es Modbus?
Modbus fue desarrollado en 1979 por Modicon. Es uno de los protocolos de campo más antiguos disponibles. La intención original era crear un protocolo abierto. Gracias al éxito de esta estrategia, hoy en día Modbus se considera un estándar industrial. Es compatible con la mayoría de las marcas de controladores lógicos programables (PLC), ya que no requiere licencias ni hardware propietario, permitiendo que un sistema de control se implemente de forma libre. Los productos Vaisala utilizan ya sea Modbus RTU, basado en los protocolos RS-232 o RS-485, o Modbus TCP/IP, que emplea una red Ethernet. Una posible desventaja de Modbus, especialmente en comunicaciones a través de conexiones seriales (RS-485), es que, en configuraciones con múltiples proveedores y dispositivos de diferentes fabricantes en la misma red, pueden surgir problemas de compatibilidad entre las distintas marcas.
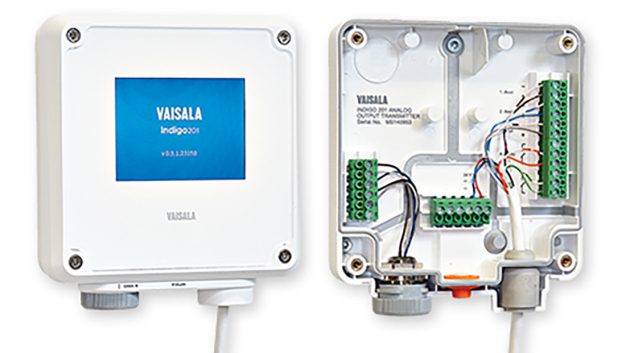
Vaisala Indigo201 Medidor de valores analógicos
La plataforma Vaisala Indigo se emplea ampliamente en una variedad de aplicaciones industriales exigentes. El producto consiste en un medidor de valores de datos analógicos que se conecta a una sonda inteligente intercambiable, que mide variables como humedad relativa, temperatura, temperatura de punto de rocío, dióxido de carbono o concentración de peróxido de hidrógeno. Todas las mediciones y cálculos se realizan digitalmente por la sonda compatible con Indigo, que también puede funcionar como un dispositivo independiente sin el medidor de valores. La sonda transmite los datos al medidor de valores, que luego los envía en forma analógica a un PLC.
Problema en la transmisión de señales analógicas
Normalmente, una sonda digital de humedad, en este caso una Vaisala HMP3, está equipada con dos sensores: uno para medir la temperatura, por ejemplo un sensor PT100, y otro para la humedad relativa, como un sensor Vaisala HUMICAP®. En realidad, estos sensores miden cambios en la resistencia o en la capacitancia. La sonda convierte las señales analógicas en datos digitales, realiza los cálculos necesarios para la temperatura y la humedad relativa, y envía los datos digitales precisos al Indigo201. El medidor de valores vuelve a convertir esta señal en forma analógica para transmitirla a través de un cable analógico a un PLC. Allí, los datos se vuelven a convertir en digitales para su procesamiento y almacenamiento.
Como era de esperar, la conversión de datos digitales en forma analógica en el medidor y luego de vuelta a digital en el PLC o sistema de control introduce potenciales fuentes de error adicionales. Garantizar mediciones precisas es importante tanto desde un punto de vista cualitativo como regulatorio. Una forma de minimizar errores es mediante el uso de comunicación digital. Aquí es donde entra en juego Modbus.
Ventajas de Modbus
Las mismas sondas que se pueden usar con Indigo201 también son compatibles con el protocolo de comunicación digital Modbus RTU. Dado que Modbus utiliza comunicación digital, la sonda puede medir, además de humedad relativa y temperatura, muchos otros parámetros, como temperatura de punto de rocío o de congelación, humedad absoluta, relación de mezcla, temperatura de humedad y entalpía, así como información adicional como estado del dispositivo, número de serie y hash de seguridad. Si permite que el maestro Modbus verifique el estado del hash de seguridad, puede asegurarse de que el sensor no ha sido manipulado y que la configuración de la sonda no ha sido alterada. También es posible conectar varias sondas en la misma red. En un sistema analógico, esto requeriría un esfuerzo considerable adicional en cableado y módulos de E/S en el sistema PLC. Modbus también reduce el riesgo de errores en los datos al minimizar las conversiones entre analógico y digital, lo que lo convierte en una opción fantástica para la transmisión de datos digitales.
El medidor de valores no es solo un convertidor de protocolo analógico-digital
Aunque las sondas compatibles con Indigo pueden usarse como dispositivos independientes, la mejor facilidad de uso a menudo se logra junto con un medidor de valores que ofrezca una interfaz de usuario local, pantalla, varias opciones de alimentación y algunas de ellas con las ventajas de la comunicación digital. El medidor Indigo202 utiliza la misma comunicación Modbus RTU que la sonda, y los medidores de la serie Indigo500 pueden comunicarse mediante el protocolo Modbus TCP/IP.
Configuración con Modbus
En la segunda entrada de nuestra serie de blogs sobre Modbus, le mostraremos en un breve video introductorio cómo comenzar. Discutiremos temas como pruebas y configuración, y luego desarrollo de prototipos e puesta en marcha.
Puede ver el video aquí.
Desarrollo de prototipos
Una vez que haya configurado la comunicación entre su ordenador y las sondas, puede conectarlas a sus sistemas. El siguiente paso suele ser desarrollar un prototipo. Para ello, por ejemplo, se puede usar la plataforma Raspberry Pi, que cuenta con puertos USB para conectar cables Vaisala para probar Modbus RTU y un puerto LAN para probar Modbus TCP/IP. Los lenguajes recomendados son Python o Node-RED, ambos con bibliotecas abiertas gratuitas (PyModbus o Node-red-contrib-modbus) para la comunicación con Modbus.
La plataforma Raspberry Pi es adecuada para pruebas, pero no para entornos industriales. Por lo tanto, probablemente necesitará algo más robusto, como un PLC. Dependiendo del modelo, el PLC también puede requerir un módulo separado para proporcionar acceso RS-485.
Configuración de comunicación Modbus
Para evitar problemas de comunicación, todos los dispositivos en una red deben usar los mismos parámetros de comunicación y tener direcciones de dispositivos Modbus únicas que deben configurarse manualmente. El protocolo Modbus utiliza códigos de función para intercambiar valores entre el dispositivo maestro y los esclavos. Por ejemplo, el maestro puede enviar el valor de presión de proceso a la sonda, que lo utiliza para realizar mediciones más precisas de humedad. Dado que los registros de Modbus son específicos del proveedor, los valores pueden encontrarse en direcciones diferentes según el fabricante. Otro problema potencial a tener en cuenta: mientras que Modbus numera los registros comenzando en uno, algunos sistemas Modbus utilizan valores que comienzan en cero. Esto puede requerir algunos intentos y errores. Los productos Vaisala le ayudan aquí con registros de prueba para valores enteros, números de punto flotante y cadenas de texto.
Puesta en marcha del nuevo sistema
A continuación, una lista de verificación para la puesta en marcha:
- Los ajustes de comunicación deben ser correctos
- El cableado debe estar conectado correctamente, con una masa de señal que recorra su propio conductor en el cable, no a través de la carcasa del dispositivo
- Todas las direcciones de dispositivos esclavos deben ser únicas cuando se usan múltiples dispositivos
Tras completar estas primeras comprobaciones, puede probar si los dispositivos esclavos responden a la solicitud Modbus. Si no hay respuesta, intente comenzar la comunicación con otro maestro Modbus, como su PC y cable de servicio. Esto puede ayudar a identificar la causa del problema. La siguiente pregunta a verificar es si ha recibido la respuesta esperada. Si no, puede comprobar los registros de prueba para asegurarse de que está solicitando información de la dirección correcta y, en el caso de valores de punto flotante, que el orden de bytes sea correcto.
Comunicación con un PLC
Cada marca de PLC tiene su propia forma de implementar bloques de funciones y bibliotecas para la comunicación Modbus. Por lo tanto, no es posible ofrecer instrucciones generales para crear la lógica de comunicación. Sin embargo, aquí encontrará dos breves descripciones para establecer una comunicación exitosa con dos PLCs muy comunes:
Manual de Modbus RTU para Micro820 de Allen-Bradley
Manual de Modbus RTU para Siemens S7-1200
Finalización de la configuración
Después de realizar todas las correcciones necesarias, debería recibir la respuesta esperada, es decir, que el sistema responda correctamente, sin errores en la transmisión de señales. Sin embargo, si después de estos pasos iniciales aún persisten problemas, probablemente sea momento de contactar al fabricante del dispositivo esclavo para investigar el problema.
Introducción a Vaisala viewLinc
En la tercera y última entrada de esta serie sobre Modbus, analizamos Vaisala viewLinc, un sistema de monitoreo digital. Gracias a su protocolo de comunicación, que permite transmitir datos en formato digital, es excelente para Modbus. Como la conversión analógico-digital solo se realiza en el punto de medición, el uso de viewLinc con Modbus permite una captura y almacenamiento de datos extremadamente precisos.
Aplicaciones típicas de viewLinc
El sistema de monitoreo continuo Vaisala viewLinc se emplea con frecuencia en entornos regulados, como en productos farmacéuticos y dispositivos médicos. El cumplimiento de los requisitos regulatorios, que exigen un sistema de monitoreo redundante separado, permite a los usuarios demostrar que procesos como el almacenamiento de medicamentos se han realizado dentro de las especificaciones requeridas. A diferencia de plataformas de controladores lógicos programables (PLC), viewLinc no es un sistema de control; se utiliza para supervisar la adquisición y el almacenamiento de datos, enviar alarmas cuando los valores medidos están fuera de las especificaciones y proporcionar datos históricos confiables para demostrar que los valores del proceso se mantuvieron dentro de los límites requeridos.
En estos entornos regulados, viewLinc generalmente se emplea para monitorear temperatura y humedad en áreas de producción y almacenamiento, donde los sistemas de calefacción, ventilación y aire acondicionado (HVAC) suelen actuar como sistemas de control. Dado que estos sistemas no disponen de suficientes sensores para proporcionar la información detallada necesaria para la supervisión, viewLinc asume ese papel. Como sistema completamente digital, viewLinc no procesa datos analógicos. La conversión analógico-digital se realiza exclusivamente por los sensores en o cerca del punto de medición, permitiendo que los datos digitales se transmitan y procesen con precisión. Dado que la comunicación digital se ha establecido como estándar en sistemas de monitoreo en entornos de ciencias de la vida, los cables largos y las redes de termopares han quedado en gran medida en el pasado.
Uso de viewLinc en aplicaciones no digitales
Aunque en entornos altamente regulados la preferencia general es por datos digitales, viewLinc también cuenta con un registrador de datos universal que acepta entradas analógicas. De este modo, en instalaciones se pueden emplear instrumentos de medición antiguos especializados o dispositivos más antiguos que solo proporcionan valores analógicos para parámetros que, de otro modo, no ofrecen los registradores Vaisala. Esta capacidad de aceptar casi cualquier medición también resulta útil donde los parámetros medidos minimizan los riesgos de error asociados con calibraciones en bucle o calibraciones en sitio. Un buen ejemplo son las mediciones de presión diferencial en viewLinc, que se usan frecuentemente en salas limpias. En estas áreas, se emplea alta presión para mantener un flujo de aire constante en las partes más sucias de la instalación y así mantener la zona limpia, evitando que las partículas fluyan en dirección ascendente.
Las mediciones de presión diferencial se realizan en un panel cercano al registrador de datos. Esto permite usar cables cortos, reduciendo el impacto del cableado en la señal analógica y minimizando errores. Los instrumentos de calibración estables y confiables se integran fácilmente en la medición de presión diferencial y, en ese sentido, son más una excepción que la regla. Para mediciones en salas limpias, la digitalización resulta más útil, especialmente cuando la calibración en bucle, debido a cables largos o problemas con el estándar de referencia de calibración, resulta complicada, o cuando la señal del dispositivo para una señal analógica es demasiado compleja. Un ejemplo son los contadores de partículas, que son importantes para determinar qué tan limpia está la sala.
Conexión de viewLinc con Modbus
Los contadores de partículas proporcionan datos de proceso complejos que no son fáciles de transmitir mediante una señal analógica y, por lo tanto, son mucho más adecuados para una señal digital. Estos datos digitales pueden transmitirse inmediatamente, sin necesidad de convertirlos en señales analógicas y volver a convertirlos. Solo requieren una ruta digital directa al sistema viewLinc, y la ruta que utilizamos es Modbus. Para facilitar la conversión de un dispositivo Modbus en viewLinc, hemos creado una biblioteca de plantillas dentro del sistema. Dispositivos complejos como los contadores de partículas pueden añadirse simplemente seleccionando la plantilla correcta. También es posible crear y guardar nuevas plantillas para usarlas repetidamente.
La comunicación digital mantiene su precisión incluso a largas distancias. Reduce la cantidad de calibraciones necesarias, aumenta la precisión de la calibración y permite enviar fácilmente el registrador de datos a un laboratorio de calibración para que lo reemplacen por un dispositivo calibrado previamente para su proceso específico. El sistema viewLinc cuenta con una función de sensor analógico, que solo resulta útil en casos donde no hay otra opción. Por ello, viewLinc, siempre que sea posible, utiliza el protocolo de comunicación Modbus.
![]()
Vaisala GmbH
Rheinwerkallee 2
53227 Bonn
Alemania
Teléfono: +49 228 249710
Fax: +49 228 2497111
Correo electrónico: vertrieb@vaisala.com
Internet: http://www.vaisala.de



