



- Vertaald met AI
Lasersmelten met metalen verandert de productie van de toekomst
3D-geometrieën afdrukken in plaats van vormen – nieuwe perspectieven voor ontwerp en functie
 / Dr. Florian Bechmann:")
Dr. Florian Bechmann: „De visie van de klanten richt zich momenteel zeer sterk op kwaliteitsvereisten. Dit vereist een hoog niveau in de samenwerking van optiek, mechanica, besturingstechniek en software van een installatie.“ (Bron afbeelding: Concept Laser GmbH) / Dr. Florian Bechmann: "Klanten zijn momenteel sterk gericht op kwaliteitsvereisten. Dit vereist de juiste combinatie van optiek, mechanica, besturingstechniek en software." (Foto: Concept Laser GmbH)
 / Dr. Florian Bechmann:")
Dr. Florian Bechmann: „Deze 3D-weergave zal in de toekomst de transparantie van het proces vergroten door het onderdeel in zijn volledige structuur vast te leggen. Dit zorgt voor transparantie in een snel, hoogdynamisch proces dat de operator alleen met speciale hulpmiddelen onder controle kan houden.“ (Bron afbeelding: Concept Laser GmbH) / Dr. Florian Bechmann: "Dit type 3D-beelden zal in de toekomst de transparantie van het proces vergroten door het onderdeel in zijn volledige structuur vast te leggen. Dit creëert transparantie in een snel, zeer dynamisch proces dat operators alleen met speciale hulpmiddelen kunnen beheersen." (Foto: Concept Laser GmbH)
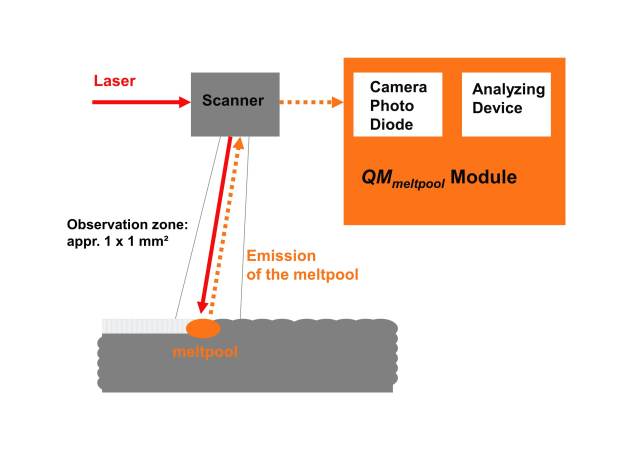
"Inline Process Monitoring" met de QM-module QMmeltpool: het systeem bewaakt het proces met behulp van een camera en een fotodiode over een zeer klein oppervlak van 1x1 mm². Vervolgens wordt het proces gedocumenteerd. (Foto: Concept Laser GmbH)
 / Active quality assurance using QMmeltpool: although the human eye is incapable of detecting defects, QMmeltpool nevertheless identifies deviations in component quality. (Photo: Concept Laser GmbH)")
Actieve kwaliteitscontrole met de QMmeltpool: voor het menselijk oog is geen fout zichtbaar. Afwijkingen in de kwaliteit van het onderdeel worden echter toch door de QMmeltpool herkend. (Beeldbron: Concept Laser GmbH) / Active quality assurance using QMmeltpool: although the human eye is incapable of detecting defects, QMmeltpool nevertheless identifies deviations in component quality. (Photo: Concept Laser GmbH)
; Ansatz dazu: Mit QMcoating wird der Dosierfaktor des Pulvers innerhalb der Toleranz angepasst. (Bildquelle: Concept Laser GmbH) / QMcoating: zonder QMcoating kan de laag onvoldoende bedekt zijn (de rode gebieden wijzen op een gebrek aan poedermateriaal); met de QMcoating-methode wordt de doseringsfactor van het poeder echter binnen de toleranties aangepast. (Foto: Concept Laser GmbH)")
QMcoating: Ohne QMcoating kann es zu unzureichender Beschichtung des Layers kommen (die roten Bereiche weisen auf fehlendes Pulvermaterial hin); Ansatz dazu: Mit QMcoating wird der Dosierfaktor des Pulvers innerhalb der Toleranz angepasst. (Bildquelle: Concept Laser GmbH) / QMcoating: zonder QMcoating kan de laag onvoldoende bedekt zijn (de rode gebieden wijzen op een gebrek aan poedermateriaal); met de QMcoating-methode wordt de doseringsfactor van het poeder echter binnen de toleranties aangepast. (Foto: Concept Laser GmbH)
. (Foto: Concept Laser GmbH)")
QMcoating: Met QMcoating kan tot 25% poeder bespaard worden in vergelijking met handmatige bediening (potentieel besparing = gearceerde gebied). (Foto: Concept Laser GmbH)
 wordt opgebouwd uit poeder met snelheden van > 50cm³/u. (Bron afbeelding: Concept Laser GmbH) / Het grootste onderdeel dat met additieve productie is vervaardigd: een tandwielhuis van aluminium (afmetingen: x: 474mm; y: 367mm; z: 480mm – exclusief bouwplatformhoogte) wordt uit poeder opgebouwd met snelheden van > 50cm³/u. (Foto: Concept Laser GmbH)")
Grootste, generatief vervaardigde onderdeel: Een tandwielhuis van aluminium (afmetingen: x: 474mm; y: 367mm; z: 480mm – exclusief bouwplatformhoogte) wordt opgebouwd uit poeder met snelheden van > 50cm³/u. (Bron afbeelding: Concept Laser GmbH) / Het grootste onderdeel dat met additieve productie is vervaardigd: een tandwielhuis van aluminium (afmetingen: x: 474mm; y: 367mm; z: 480mm – exclusief bouwplatformhoogte) wordt uit poeder opgebouwd met snelheden van > 50cm³/u. (Foto: Concept Laser GmbH)
 / Omslagfoto LaserCUSING (Foto: Concept Laser GmbH)")
Sieradenbeeld LaserCUSING. (Beeldbron: Concept Laser GmbH) / Omslagfoto LaserCUSING (Foto: Concept Laser GmbH)
Het toverwoord voor industriële productie luidt 3D-printen. De afkeer van het vormgebonden denken, richting een additieve geometrievrijheid van onderdelen, is inmiddels geen mode meer, maar een sterke trend. De voordelen zijn duidelijk zichtbaar: snellere doorlooptijden, goedkopere onderdelen en een tot nu toe onbekende vrijheid in vormgeving. Het gevolg van deze dynamische marktontwikkeling: de branche lijkt zich aan dubbele cijfers te wennen. Dr. Florian Bechmann, hoofd ontwikkelingsafdeling bij Concept Laser, vertelt over trends en verhoogde eisen aan kwaliteit.
De drijvende krachten achter de technologie zijn de automobielindustrie, de medische techniek, evenals de lucht- en ruimtevaart. Deze technologische leiders stellen niet alleen hoge eisen aan kwaliteit of materiaalkeuze, maar ook aan kwantitatieve aspecten, zoals het verhogen van de productiviteit. Deze gebruikers vragen om kortere bouwtijden of meer onderdelen binnen een bouwruimte. Voor de automobielindustrie ontwikkelde Concept Laser de grootste bouwruimte tot nu toe met de X line 1000R. De overgang van een 400W laser naar een 1.000W laser wordt beschouwd als een belangrijke mijlpaal in de technologie. De ontwikkeling gebeurde in nauwe samenwerking met de laserspecialisten van de Fraunhofer-Gesellschaft. Het doel was snellere processen te realiseren die ook nog eens kostenefficiënter zijn. De tijdsbesparende ontwikkeling van motoren voor moderne voertuigen of grote onderdelen voor de lucht- en ruimtevaart zijn toepassingen voor zeer grote lasersmeltsystemen.
De lucht- en ruimtevaart zet consequent in op generatieve processen
Innovaties komen steeds meer uit de lucht- en ruimtevaart, die hoogwaardige oplossingen vraagt. Het gebruik van reactieve materialen zoals titanium of aluminiumlegeringen, die alleen in gesloten systemen veilig en kwalitatief kunnen worden geproduceerd, is in de lucht- en ruimtevaart zeer gewild. Alle gebruikers zoals NASA, het Duitse centrum voor lucht- en ruimtevaart (DLR), Honeywell, Snecma, Aerojet/Rocketdyne of Astrium Space Transportation uit de EADS-groep zien het generatieve proces als de volgende ontwikkelingsstap in de moderne fabricage op grote schaal. NASA-ingenieurs denken zelfs na over het additief produceren van onderdelen op de ISS, dus in de ruimte. Dit zou het mogelijk maken om onderdelen met CAD-gegevens in de ruimte te vervaardigen. Voor de VS is een hoge inzet van kapitaal en personeel zichtbaar. Dit geldt voor onderzoek en onderwijs, maar ook voor de industrie. Europeanen kunnen hun bijdragen uit onderzoek en machinebouw vooral in de VS en Europa inbrengen. In Europa ondersteunt de EU dit proces via projecten zoals AMAZE, omdat men overtuigd is van de duurzaamheid en innovativiteit ervan.
Medische techniek als belangrijke pijler
Het laser smelten van metalen revolutioneert de medische techniek op duurzame wijze: traditionele procesketens worden volledig omgedacht. Zo zijn laserCUSING-onderdelen voor implantaten populair, die met poreuze oppervlakken goed kunnen ingroeien, maar tegelijkertijd ook de benodigde elasticiteit toestaan. Een opkomende toepassing is betaalbare en snel te vervaardigen tandheelkundige vervangingen van biocompatibele materialen. Hoogwaardige, duurzame tandheelkundige oplossingen in plaats van handmatig vervaardigde tandprotheses.
Waarde behoud als optie
Ook bij retrofit kan het proces punten scoren: versleten turbineonderdelen uit energiecentrales of de luchtvaart kunnen snel en kostenefficiënt worden geregenereerd. Op het basiselement kunnen in hetzelfde materiaal additief lagen worden aangebracht als hybride techniek. Naast regeneratie worden ook volledig nieuwe onderdelen in de turbine-techniek vervaardigd.
R&D-inspanningen nemen toe
Om de ontwikkelingsactiviteiten te versnellen en aan de verhoogde marktvraag te voldoen, opende Concept Laser eind 2013 een nieuw ontwikkelingscentrum. Lasersmelten met metalen oefent een grote fascinatie uit voor constructeurs en ontwikkelingsingenieurs uit diverse sectoren. Het doel van de systeembouwers is om deze marktontwikkeling te begeleiden met innovaties. Bij complexe systemen is een intensieve samenwerking van optiek, mechanica, besturingstechniek, software en poedermaterialen noodzakelijk. In het nieuwe ontwikkelingscentrum van Concept Laser wordt gewerkt aan 'discrete innovaties' die niet voor het grote publiek bedoeld zijn.
Nieuwe opties voor ontwerpers
Met laserCUSING kunnen functies zoals koelkanalen worden ingebouwd. Dit is interessant voor onderdelen die onder sterke thermische belasting staan, of ook om de cyclustijden te verkorten bij spuitgietvormen voor kunststofverwerking. In de offshore-industrie wordt overwogen om lasersmeltsystemen op boorplatforms te installeren, om bepaalde onderdelen zelfstandig ter plekke te produceren. De technologie is locatieonafhankelijk en kan lokaal worden uitgevoerd.
Realtime kwaliteitsborging
Concept Laser biedt voor de systemen kwaliteitsmanagementmodules. Daarvoor zijn twee benaderingen: QMmeltpool en QMcoating. Dr. Bechmann legt uit: "Bij QMmeltpool registreert het systeem tijdens het opbouwproces signalen met behulp van camera en fotodiode. Deze data kunnen vervolgens worden vergeleken met een referentie. Het optische systeem is coaxiaal opgebouwd. Het stelt de camera in staat om de smeltpool over een zeer klein oppervlak van ca. 1x1mm² vast te leggen. Verminderde laserprestaties, veroorzaakt door vervuiling van de F-Theta-lens of door natuurlijke veroudering van de laser, maar ook afwijkingen in de doseringsfactor, kunnen hiermee worden gedetecteerd." Het tweede systeem is het QM-module QMcoating: Het zorgt dat de juiste hoeveelheid poeder wordt gebruikt, om onnodig materiaal (tot 25%) te besparen en kortere opbouwtijden mogelijk te maken. QMcoating controleert het oppervlak van de laag tijdens het poederaanbrengen. Bij te weinig of te veel poeder wordt de doseringsfactor aangepast, dus actief bijgestuurd. Beide QM-modules monitoren en documenteren het proces in realtime en zorgen zo voor reproduceerbare kwaliteit.
Belangrijke sleutelfactoren voor meer kwaliteit in detail
Bij Concept Laser valt een karakteristieke scheiding op tussen bouwruimte en handlingruimte: dit, zo zegt Dr. Florian Bechmann, moet maximale arbeidsveiligheid en ergonomie bieden. De systemen beschikken over een geautomatiseerd poedertransport in containers. Systeemtechnologie als een 'gesloten systeem' bij lasersmelten met metalen biedt talrijke voordelen: dit geldt voor de kwaliteit van de onderdelen, omdat contaminaties door zuurstof worden voorkomen, maar ook voor de veiligheid, wanneer reactieve materialen zoals titanium of titaniumlegeringen worden verwerkt. De veiligheidsvoorschriften voor de systeemtechnologie worden bepaald door de EU-richtlijn ATEX.
Toekomstperspectieven van lasersmelten
Uitstekende toekomstvooruitzichten
De toepassingen van lasersmelten met metalen breiden zich uit, evenals het scala aan gebruikte materialen. Dit vereist een sterke adviserende rol die Concept Laser voor de markt moet vervullen. Dr. Florian Bechmann: "De systeemtechnologie moet steeds precies worden afgestemd op deze nieuwe materialen. Tegelijkertijd groeien de constructieve eisen aan onderdelen. Dit varieert van lichtgewichtbouw of quasi-schuimstructuren tot functionele integratie, zoals koelcircuits in onderdelen." De versnelling van innovatie over branchegrenzen heen stimuleert de snelheid van ontwikkeling bij systeembouwers. Een andere factor is de toenemende waarde die gebruikers hechten aan kwaliteit. Klanten verwachten actieve procesbewaking en serieproductie, dat wil zeggen reproduceerbaarheid op industrieel niveau.
Stijgende kwaliteitsnormen
"De focus van klanten ligt momenteel zeer sterk op kwaliteitsvereisten. Dit vereist een hoog niveau van samenwerking tussen optiek, mechanica, besturingstechniek en software van een systeem," aldus Dr. Bechmann. De sleutel ligt in een overkoepelende kwaliteitsbewaking. De gepatenteerde kwaliteitsmanagementmodules ('QM-modules') van Concept Laser bepalen de kwaliteit, gebruiksvriendelijkheid en invloed in realtime op het lopende, zeer dynamische bouwproces. Gebruikers zijn tegenwoordig vooral geïnteresseerd in de kwaliteit van het eindproduct, naast geometrie, dichtheid en productiviteit. Zoals Dr. Bechmann uitlegt: "Twee benaderingen zijn gericht op een hogere mate van kwaliteit: actieve procesbewaking door de machine en ontwikkelingen op materiaalgebied. Daaronder valt het certificeren van materialen, bijvoorbeeld in de medische techniek, of ook de specifieke voorschriften van de fabrikant, zoals die gelden in de automobiel- of luchtvaartindustrie."
Ontwikkelingen in de nabije toekomst
Dr. Florian Bechmann ziet vooral belangrijke ontwikkelingen in mapping, oftewel een 'kaart van het onderdeel'. 2D-mappings worden tijdens het bouwproces gegenereerd en kunnen later in 3D-modellen worden weergegeven. Dit is vergelijkbaar met opnames met CT-scans, oftewel computertomografie uit de medische techniek. Dr. Bechmann: "Deze 3D-weergave zal in de toekomst de transparantie van het proces vergroten en het onderdeel in zijn volledige structuur vastleggen. Dit betekent transparantie in een hoogdynamisch, snel proces dat de operator alleen met speciale hulpmiddelen kan beheersen." De wensen van klanten voor de toekomstige snelheid van het opbouwen van onderdelen ziet Dr. Bechmann als volgt: "Daarvoor zijn twee wegen: enerzijds hogere laservermogen zoals bij de X line 1000R, dus de sprong van 400W naar 1.000W laser, en anderzijds het gebruik van meerdere lasers." Meerdere laserbronnen kunnen in de toekomst de productiecapaciteit aanzienlijk verhogen, waarbij het voordeel van het gebruik van bekende procesparameters moet worden afgewogen tegen de toenemende complexiteit van de optische opbouw. In deze concepten wordt niet alleen de laser, maar ook een groot deel van de andere optische componenten vermenigvuldigd.
Extra informatie: Twee randaspecten van lasersmelten
Groene technologie: duurzaamheid en ecologische aspecten van generatieve productie
Lasersmelten is een productieproces met een hoge duurzaamheid. Verschillende factoren onderstrepen de sprong voorwaarts van lasersmelten op het gebied van ecologische voetafdruk en CO2-balans:
• de kosten voor mallen- of gietvormen vervallen
• door de lokale of decentrale productie wordt de logistiek verminderd (bijvoorbeeld op offshore-platforms of in een ruimtestation)
• materiaalbesparing tijdens het proces
• geen speciale geluidsemissies
• snelle prototypen- of proefonderdelenproductie
• retrofit van onderdelen door hybride techniek wordt mogelijk
• geen olie- of koelmiddeluitstoot, zoals bij conventionele machinebouw
• de restwarmte van de laser kan worden gebruikt als afkoeling in de gebouwentechniek
• gunstige energieverbruiksmaten van een systeem
• productie 'on-demand'
• productie van unitaire stukken (batchgrootte 1)
• minder afval
Een heel scala aan mogelijkheden voor een duurzamere productie. Niet voor niets wordt lasersmelten aangeduid als 'groene technologie' en door de EU erkend als een Europese sleuteltechnologie voor de fabricage van de toekomst.
Industriële 3D-print versus consumenten-3D-print
Op beurzen zijn 3D-printers de blikvangers. Geïnteresseerden informeren zich al nu of het mogelijk is om Lego-blokjes of, nog gewaagder, voedsel te printen. Dit volgt de logica dat men niet alleen in 2D wil printen, maar ook met een laserprinter driedimensionale objecten wil maken. Bij technische objecten zijn, tot bepaalde afmetingen, betaalbare printers voor minder dan 1.000 euro al realiteit.
Dit heeft natuurlijk niets met een industriële visie op lasersmelten met metalen te maken. Te onderscheiden zijn consumentengebruik en industriële toepassingen: industriële systemen richten zich op bijzonder hoge kwaliteit, grote onderdelen of het gelijktijdig opbouwen van veel onderdelen binnen één bouwruimte, en op andere opbouwsnelheden dan in de consumentenmarkt. De hoge kwaliteits- en materiaaleisen, tot en met certificering van materiaal en proces, vloeien voort uit sectoren die een industriële schaal vereisen, zoals de lucht- en ruimtevaart, turbinebouw, medische en tandheelkundige techniek, automotive, horloge- en sieradenmakers. In deze sectoren worden hoogwaardig metalen en legeringen verwacht, tot en met reactieve materialen, met hoge betrouwbaarheid, reproduceerbaarheid en onder strenge veiligheidsnormen. De benodigde systeemtechnologie vereist een precieze afstemming van optiek, mechanica, besturingstechniek en software, inclusief kwaliteitsborgingssystemen voor een hoogdynamisch proces in realtime.
Het werkingsprincipe is vergelijkbaar, maar consumentenoplossingen in 3D-printen gedragen zich ongeveer zoals Wernher von Brauns V2-raketten ten opzichte van moderne rakettechnologie. Het gaat dus niet om de veel geciteerde 'appels of peren', maar om twee volledig verschillende filosofieën en toepassingen.
Achtergrondinformatie LaserCUSING®
Sleutelwoord: LaserCUSING®
Met het LaserCUSING®-proces worden mechanisch en thermisch robuuste metalen onderdelen met hoge precisie vervaardigd. Afhankelijk van de toepassing worden edel- en gereedschapsstalen, aluminium- of titaniumlegeringen, nikkelbasis-superlegeringen, kobalt-chrom-legeringen of ook edelmetalen zoals goud- of zilverlegeringen gebruikt.
Procesbeschrijving
Bij LaserCUSING® wordt fijn poederachtig metaal lokaal gesmolten door een hoogenergetische vezellaser. Na afkoeling verhardt het materiaal. De contour van het onderdeel wordt gevormd door het afbuigen van de laserstraal met behulp van een spiegeltje (scanner). De opbouw gebeurt laag voor laag (met een laagdikte van 15 – 100 μm) door het verlagen van de basis van de bouwruimte, opnieuw aanbrengen van poeder en opnieuw smelten.
De bijzonderheid van de systemen van Concept Laser is een stochastische besturing van de slice-segmenten (ook 'eilanden' genoemd), die sequentieel worden afgewerkt. De gepatenteerde methode zorgt voor een significante vermindering van spanningen bij de productie van zeer grote onderdelen.
Concept Laser GmbH
96215 Lichtenfels
Duitsland



