



- Traducido con IA
La fusión por láser con metales cambia la fabricación del futuro
Impresión de geometrías 3D en lugar de moldes – nuevas perspectivas para el diseño y la función
 / Dr. Florian Bechmann: «Los clientes están actualmente muy enfocados en los requisitos de calidad. Esto requiere la combinación adecuada de óptica, mecánica, tecnología de control y software.» (Foto: Concept Laser GmbH)")
Dr. Florian Bechmann: «La visión de los clientes se centra actualmente muy intensamente en los requisitos de calidad. Esto requiere un alto nivel en la interacción de óptica, mecánica, tecnología de control y software de una máquina.» (Fuente de la imagen: Concept Laser GmbH) / Dr. Florian Bechmann: «Los clientes están actualmente muy enfocados en los requisitos de calidad. Esto requiere la combinación adecuada de óptica, mecánica, tecnología de control y software.» (Foto: Concept Laser GmbH)
 / Dr. Florian Bechmann: «Este tipo de imagen en 3D aumentará la transparencia del proceso en el futuro al capturar el componente en su totalidad estructural. Esto crea transparencia en un proceso rápido y altamente dinámico, que los operadores solo pueden dominar con ayudas especiales.» (Foto: Concept Laser GmbH)")
Dr. Florian Bechmann: «Esta representación en 3D aumentará en el futuro la transparencia del proceso y capturará la pieza en su totalidad estructural. Esto significa transparencia en un proceso altamente dinámico y rápido, que el operador solo puede dominar con ayudas especiales.» (Fuente de la imagen: Concept Laser GmbH) / Dr. Florian Bechmann: «Este tipo de imagen en 3D aumentará la transparencia del proceso en el futuro al capturar el componente en su totalidad estructural. Esto crea transparencia en un proceso rápido y altamente dinámico, que los operadores solo pueden dominar con ayudas especiales.» (Foto: Concept Laser GmbH)
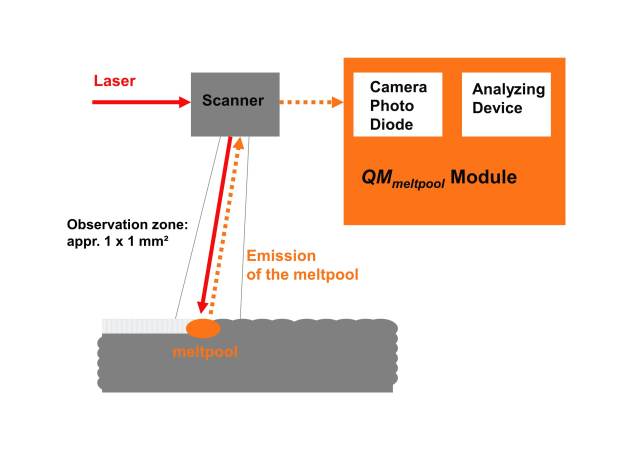
"Monitoreo de proceso en línea" con el módulo QM QMmeltpool: el sistema utiliza una cámara y una fotodiodo para supervisar el proceso en una área muy pequeña de 1x1 mm². Luego, se documenta el proceso. (Fuente de la imagen: Concept Laser GmbH)
 / Aseguramiento de calidad activo usando QMmeltpool: aunque el ojo humano no puede detectar defectos, QMmeltpool identifica desviaciones en la calidad del componente. (Foto: Concept Laser GmbH)")
Aseguramiento de calidad activo con QMmeltpool: para el ojo humano no es posible detectar defectos. Sin embargo, QMmeltpool detecta desviaciones en la calidad del componente. (Fuente de la imagen: Concept Laser GmbH) / Aseguramiento de calidad activo usando QMmeltpool: aunque el ojo humano no puede detectar defectos, QMmeltpool identifica desviaciones en la calidad del componente. (Foto: Concept Laser GmbH)
; con el enfoque QMcoating, sin embargo, se ajusta el factor de dosificación del polvo dentro del rango de tolerancia. (Foto: Concept Laser GmbH)")
QMcoating: Sin QMcoating, la capa puede estar insuficientemente recubierta (las áreas rojas indican una falta de material en polvo); con el enfoque QMcoating, sin embargo, se ajusta el factor de dosificación del polvo dentro del rango de tolerancia. (Foto: Concept Laser GmbH)
. (Fuente de la imagen: Concept Laser GmbH) / QMcoating: El uso de QMcoating puede ahorrar hasta un 25% de la cantidad de polvo necesaria en comparación con la operación manual (potencial de ahorro = área sombreada). (Foto: Concept Laser GmbH)")
QMcoating: Mediante QMcoating se puede ahorrar hasta un 25% de polvo en comparación con una operación manual (potencial de ahorro = área sombreada). (Fuente de la imagen: Concept Laser GmbH) / QMcoating: El uso de QMcoating puede ahorrar hasta un 25% de la cantidad de polvo necesaria en comparación con la operación manual (potencial de ahorro = área sombreada). (Foto: Concept Laser GmbH)
 se construye a partir de polvo a tasas de > 50 cm³/h. (Fuente de la imagen: Concept Laser GmbH)")
La pieza más grande fabricada mediante fabricación aditiva: una carcasa de engranaje de aluminio (dimensiones: x: 474 mm; y: 367 mm; z: 480 mm – excluyendo la altura de la plataforma de construcción) se construye a partir de polvo a tasas de > 50 cm³/h. (Fuente de la imagen: Concept Laser GmbH)
 / Imagen de portada LaserCUSING (Foto: Concept Laser GmbH)")
Imagen de joyería LaserCUSING. (Fuente de la imagen: Concept Laser GmbH) / Imagen de portada LaserCUSING (Foto: Concept Laser GmbH)
La palabra mágica de la fabricación industrial es la impresión 3D. La separación del pensamiento basado en formas, hacia una libertad geométrica aditiva de las piezas, ya no es una moda, sino una tendencia fuerte. Las ventajas son evidentes: tiempos de ciclo más rápidos, piezas más económicas y una libertad de diseño hasta ahora desconocida. Como consecuencia de esta dinámica evolución del mercado: la industria parece estar acostumbrándose a tasas de crecimiento de dos dígitos. El Dr. Florian Bechmann, director de desarrollo en Concept Laser, informa sobre tendencias y requisitos aumentados en la calidad.
Los pioneros impulsores del método son la industria automotriz, la tecnología médica, así como la aeroespacial. Estos impulsores tecnológicos no solo exigen altos estándares de calidad o la elección de materiales, sino también aspectos cuantitativos, como el aumento de la productividad. Estos usuarios demandan tiempos de construcción más cortos o más piezas en un mismo volumen de construcción. Para la industria automotriz, Concept Laser desarrolló el volumen de construcción más grande con la X line 1000R. La transición del láser de 400W al láser de 1.000W se considera un hito importante en el proceso. El desarrollo se realizó en estrecha colaboración con los especialistas en láser de la Sociedad Fraunhofer. El objetivo era realizar procesos más rápidos y también más económicos. El desarrollo de motores que ahorran tiempo en vehículos modernos o piezas grandes para la industria aeroespacial son aplicaciones para instalaciones de fusión láser muy grandes.
La industria aeroespacial apuesta de manera consecuente por procesos generativos
Las innovaciones provienen cada vez más de la industria aeroespacial, que demanda soluciones de alta calidad. El uso de materiales reactivos como titanio o aleaciones de aluminio, que solo pueden fabricarse de manera segura y de alta calidad en sistemas cerrados, es muy solicitado en la industria aeroespacial. Todos los usuarios, como la NASA, el Centro Alemán de Aeronáutica y del Espacio (DLR), Honeywell, Snecma, Aerojet/Rocketdyne o Astrium Space Transportation del grupo EADS, ven en el proceso generativo el siguiente paso en el desarrollo de la fabricación moderna a nivel general. Ingenieros de la NASA incluso están considerando fabricar componentes de manera aditiva en la ISS, es decir, en órbita. Esto tendría la ventaja de poder fabricar componentes en el espacio mediante datos CAD. En EE.UU. se observa una alta inversión de capital y personal. Esto aplica tanto para la investigación y la enseñanza, como para la industria. Los europeos pueden aportar sus contribuciones en investigación y tecnología de máquinas, principalmente en EE.UU. y Europa. En Europa, la UE fomenta este proceso a través de proyectos como AMAZE, porque están convencidos de su sostenibilidad y capacidad de innovación.
La tecnología médica como pilar importante
La fusión láser de metales revoluciona de manera sostenible la tecnología médica: repiensa completamente las cadenas de procesos tradicionales. Así, las piezas fabricadas con LaserCUSING en implantes son demandadas por tener superficies porosas que facilitan el integración, al mismo tiempo que permiten la elasticidad necesaria. Una aplicación emergente es la fabricación rápida y económica de prótesis dentales con materiales biocompatibles. Soluciones dentales duraderas y de alta calidad, en lugar de prótesis hechas a mano.
Preservación del valor como opción
Incluso en el retrofit, el proceso puede destacar: las piezas de turbinas desgastadas de plantas de energía o de la industria aeronáutica pueden regenerarse rápidamente y a bajo costo. Sobre la base del cuerpo principal, se pueden aplicar capas aditivas en el mismo material, en una técnica híbrida. Además de la regeneración, también se fabrican piezas completamente nuevas en la tecnología de turbinas.
El esfuerzo en I+D aumenta
Para impulsar el desarrollo y atender la mayor demanda del mercado, Concept Laser inauguró a finales de 2013 un nuevo centro de desarrollo. La fusión con láser de metales ejerce una gran fascinación en diseñadores e ingenieros de desarrollo de diversos sectores por la creación de componentes. El objetivo de los fabricantes de equipos es acompañar esta evolución del mercado con innovaciones. En sistemas complejos, es fundamental una interacción intensiva entre óptica, mecánica, control, software y material en polvo. En el nuevo centro de desarrollo de Concept Laser se trabaja en "innovaciones discretas" que no se mostrarán al público general.
Nuevas opciones para diseñadores
Con LaserCUSING, se pueden integrar funciones como canales de refrigeración. Esto es interesante para componentes sometidos a altas cargas térmicas, o también para reducir los tiempos de ciclo en moldes de inyección para procesamiento de plásticos. En la industria offshore, se están considerando instalaciones de fusión láser en plataformas de perforación para producir ciertos componentes de manera autónoma en el lugar. La tecnología no está limitada por la ubicación y puede realizarse localmente.
Asegurar la calidad en tiempo real
Concept Laser ofrece módulos de gestión de calidad para sus sistemas. Hay dos enfoques: QMmeltpool y QMcoating. El Dr. Bechmann explica: "En QMmeltpool, el sistema capta señales mediante una cámara y una fotodiodo durante el proceso de construcción. Estos datos pueden compararse posteriormente con una referencia. El sistema óptico está configurado coaxialmente. Permite a la cámara captar el pozo de fusión en una superficie muy pequeña, de aproximadamente 1x1 mm². Se pueden detectar reducciones de potencia del láser, provocadas por contaminación en la lente F-Theta o por envejecimiento natural del láser, así como desviaciones en el factor de dosificación." El segundo enfoque es el módulo QMcoating: asegura que se utilice la cantidad óptima de polvo para ahorrar material (hasta un 25%) y reducir los tiempos de preparación. QMcoating controla la superficie de la capa durante la aplicación del polvo. Si la dosificación es demasiado baja o alta, se ajusta automáticamente el factor de dosificación. Ambos módulos supervisan y documentan el proceso en tiempo real, garantizando una calidad reproducible.
Factores clave en detalle para mayor calidad
En Concept Laser, se observa una separación característica entre el volumen de construcción y la sala de manejo: esto, según el Dr. Florian Bechmann, busca ofrecer máxima seguridad laboral y ergonomía. Las instalaciones cuentan con un transporte automatizado de polvo en contenedores. La tecnología de sistemas cerrados para fusión láser de metales tiene muchas ventajas: mejora la calidad de las piezas al evitar contaminaciones por oxígeno, y también aumenta la seguridad cuando se procesan materiales reactivos como titanio o aleaciones de titanio. Los requisitos de seguridad de los sistemas están definidos por la directiva ATEX de la UE.
Perspectivas futuras de la fusión láser
Perspectivas prometedoras
Las aplicaciones de la fusión láser con metales se expanden en variedad y en el espectro de materiales. Esto requiere un asesoramiento sólido que Concept Laser debe ofrecer al mercado. El Dr. Florian Bechmann afirma: "La tecnología de los sistemas debe ajustarse continuamente a estos nuevos materiales. Al mismo tiempo, aumentan los requisitos constructivos de las piezas, desde estructuras ligeras o casi de espuma hasta la integración de funciones, como circuitos de refrigeración en componentes." La multiplicación de soluciones a través de diferentes sectores impulsa la velocidad de innovación de los fabricantes de sistemas. Otro aspecto importante es la creciente percepción de la calidad por parte de los usuarios. Los clientes esperan una supervisión activa del proceso y la capacidad de producción en serie, es decir, reproducibilidad a nivel industrial.
Incremento en los requisitos de calidad
"La visión de los clientes actualmente se centra mucho en los requisitos de calidad. Esto requiere un alto nivel en la interacción entre óptica, mecánica, control y software de la máquina", explica el Dr. Bechmann. Los factores clave radican en una supervisión de calidad transversal. Los módulos de gestión de calidad patentados ("QM-Modules") de Concept Laser determinan la calidad, facilidad de uso y control en tiempo real del proceso de construcción altamente dinámico. Los usuarios, además de la geometría, densidad y productividad, se interesan cada vez más por la calidad del producto final. Como explica el Dr. Bechmann: "Dos enfoques son efectivos para mejorar la calidad: la supervisión activa del proceso mediante la tecnología de la máquina y los desarrollos en materiales. Esto incluye la certificación de materiales, por ejemplo en tecnología médica, o las regulaciones específicas del fabricante, como en la industria automotriz o aeroespacial."
Desarrollos en un futuro cercano
El Dr. Florian Bechmann ve importantes desarrollos en el mapeo, es decir, en la creación de una "mapa del componente" en el futuro cercano. Los mapeos en 2D se generarán durante el proceso de construcción y posteriormente podrán representarse en modelos 3D. Esto es comparable a las tomografías por TC en medicina. El Dr. Bechmann afirma: "Esta representación 3D aumentará la transparencia del proceso y capturará el componente en su totalidad estructural. Significa transparencia en un proceso altamente dinámico y rápido, que solo puede ser dominado con ayudas especiales." En cuanto a las expectativas de los clientes respecto a la velocidad futura en la construcción de componentes: "Hay dos caminos: por un lado, mayor potencia del láser, como en la X line 1000R, es decir, el salto de 400W a 1.000W, y por otro, el uso de múltiples láseres." La utilización de varias fuentes láser en el futuro puede aumentar significativamente la tasa de producción de componentes, aunque hay que sopesar la ventaja de usar parámetros conocidos frente a la creciente complejidad del montaje óptico. En estos conceptos, no solo se multiplican los láseres, sino también la mayoría de los componentes ópticos.
Información adicional: Dos aspectos periféricos de la fusión láser
Tecnología verde: sostenibilidad y aspectos ecológicos de la fabricación generativa
La fusión láser es un proceso de fabricación altamente sostenible. Numerosos factores evidencian el salto cuántico de la fusión láser en la huella ecológica y la balanza de CO2:
• Eliminación de la necesidad de moldes o fundiciones
• La opción de fabricación local o descentralizada reduce la logística (por ejemplo, en plataformas offshore o en una estación espacial)
• Ahorro de material durante el proceso
• Sin emisiones de ruidos especiales
• Construcción rápida de prototipos o cuerpos de prueba
• La regeneración de componentes mediante tecnología híbrida es posible
• Sin emisiones de petróleo ni refrigerantes, como en la tecnología convencional
• El calor residual del láser puede usarse como calefacción en instalaciones de edificios
• Costos de energía de una instalación relativamente bajos
• Fabricación "bajo demanda"
• Producción de piezas únicas (lote 1)
• Menor desperdicio
Una amplia gama de posibilidades para una fabricación más sostenible. No en vano, la fusión láser se denomina "tecnología verde" y la UE la considera una tecnología clave europea para la fabricación del futuro.
Impresión 3D industrial versus impresión 3D para consumidores
En todas las ferias, las impresoras 3D son las protagonistas del escenario. Los interesados ya se informan sobre si se pueden imprimir bloques de Lego o, aún más atrevido, alimentos. Esto sigue la lógica de, en lugar de solo en 2D, querer imprimir también cuerpos tridimensionales con una impresora láser. Para cuerpos técnicos, hasta ciertas dimensiones, ya existen impresoras asequibles por menos de 1.000 euros, que son una realidad hoy en día.
Por supuesto, esto no tiene relación con la visión industrial del fusión láser con metales. Se diferencian las aplicaciones para consumo y las industriales: la tecnología industrial de sistemas apuesta por calidades muy altas, tamaños de componentes o la construcción paralela de muchas piezas en un mismo volumen, y por velocidades de construcción diferentes a las del segmento de consumo. Los requisitos de calidad y las demandas de materiales, hasta la certificación del material y del proceso, provienen de sectores que necesitan una escala industrial, como la aeroespacial, fabricantes de turbinas, tecnología médica y dental, automoción, relojería y joyería. En estos sectores, se esperan metales y aleaciones de alto rendimiento, incluso materiales reactivos, con alta reproducibilidad, seguridad y en condiciones de alta escala. La tecnología de sistemas necesaria para ello requiere una interacción precisa entre óptica, mecánica, control y software, con elementos de control de calidad para garantizar un proceso altamente dinámico en tiempo real.
El principio de trabajo es similar, pero las soluciones para consumidores en impresión 3D se comportan aproximadamente como las misiles V2 de Wernher von Braun en comparación con la tecnología moderna de cohetes. No se trata de las famosas "manzanas o peras", sino de dos filosofías y aplicaciones completamente diferentes.
Información de fondo LaserCUSING®
Palabra clave: LaserCUSING®
Con el método LaserCUSING®, se fabrican componentes metálicos mecánicamente y térmicamente resistentes con alta precisión. Se emplean, según la aplicación, aceros nobles y herramientas, aleaciones de aluminio o titanio, superaleaciones de níquel, aleaciones de cobalto-cromo o también metales preciosos como oro o plata.
Descripción del proceso
En LaserCUSING®, un metal en forma de polvo fino se funde localmente mediante un láser de fibra de alta energía. Tras enfriarse, el material se solidifica. La forma del componente se genera mediante desviación del haz láser con una unidad de espejos (scanner). La construcción del componente se realiza capa por capa (con un espesor de capa de 15 a 100 μm) mediante la bajada del fondo del volumen de construcción, la reposición de polvo y el nuevo fundido.
La particularidad de las instalaciones de Concept Laser es un control estocástico de los segmentos de corte (también llamados "islas"), que se procesan de manera secuencial. El método patentado garantiza una reducción significativa de tensiones en la fabricación de componentes muy grandes.
Concept Laser GmbH
96215 Lichtenfels
Alemania



