



- Devices
- Translated with AI
Inspection of technical cleanliness using a surface particle counter with oblique illumination technology
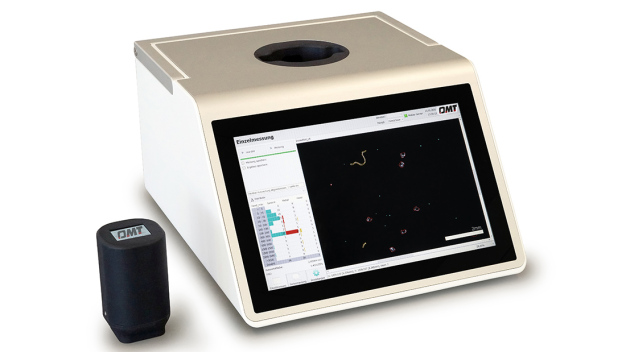

Figure 1: Direct measurement of the component. The machining marks from rolling are visible.

Figure 1: Direct measurement of the component. The machining marks from rolling are visible.
; determined decay curve (right)")
Figure 2: Impression at a predefined location to determine a decay curve (left); determined decay curve (right)
; determined decay curve (right)")
Figure 2: Impression at a predefined location to determine a decay curve (left); determined decay curve (right)
; determined decay curve (right)")
Figure 2: Impression at a predefined location to determine a decay curve (left); determined decay curve (right)

Raw data decay curve
Conserving resources is a central theme of our society. In this context, the development of many parts and components is moving towards using less material and smaller structures. Consequently, the components become more sensitive, increasing the requirements for part cleanliness to ensure flawless functionality. When it comes to part cleanliness, a distinction must be made between Technical Cleanliness and Optical Cleanliness. Technical Cleanliness refers to contaminants critical to function, while Optical Cleanliness pertains to contaminants that impair visual appearance.
The VDA 19 standard, known from the automotive industry, as well as the "Guideline for Technical Cleanliness in Electrical Engineering" developed by ZVEI, are useful tools for assessing Technical Cleanliness. In the automotive industry, particles were historically only of interest if they were at least 50 µm in size. For gearboxes and drive shafts, particles are considered critical starting at 600 µm. However, PMT GmbH is increasingly receiving inquiries about reliably detecting particles smaller than 50 µm. The proven technology for this purpose is the oblique illumination technology specified in ISO 14644-9. Light is projected almost parallel to the surface, and at each point, light is reflected and scattered. Even particles just a few micrometers in size can thus be reliably detected. This measurement principle is practically applied in the device "PartSens 4.0" by PMT Particle Measurement Technology GmbH.
Sample preparation requires no wet extraction. Depending on the surface geometry and properties, the component can be sampled directly or particles can be dry-extracted. This makes the method ideal for all components that must not be wetted, are fixed in place, or for which wet extraction is unsuitable for other reasons. It thus represents a very good alternative or supplement to traditional wet extraction and standard analysis according to VDA 19.
Two practical applications are presented here as examples. Example 1 concerns the assessment of cleanliness of rolled metal sheets and foils. The challenge is to obtain valid statements about the average contamination in the shortest possible time. This allows routine operation to reliably identify negative trends, such as increasing particle counts due to machine wear. Direct measurement on the surface is only conditionally suitable due to the rolling structures, as it introduces a high bias. Dry particle extraction using adhesive pads is better suited.
To verify the suitability of the extraction method, VDA 19 prescribes determining a decay curve. The component is cleaned six times in succession in the rinsing cabinet. The number of extracted particles must not be greater than 10% of the initial extraction at the sixth cleaning. Based on this procedure, the component was dabbed six times at the same spot, and a decay curve was determined. As shown in the diagram in Figure 2 below, this method can be considered suitable.
Example 2 vividly illustrates the role of humans in cleanrooms. Two different workstations were examined. Workstation 1 was located in an ISO 7 cleanroom with turbulent airflow. Workstation 2 was in an ISO 6 cleanroom with laminar airflow. Additionally, workstation 2 was shielded from the corridor by hanging Plexiglas from the ceiling up to about 50 cm above the work surface. This prevents air mixing caused by personnel movements. Furthermore, ionization bars were installed in the area of workstation 2, such as the AeroBar 5225s from SIMCO ION. These prevent electrostatic charging of surfaces and thus the adhesion of particles. Both workstations were cleaned the day before.
Samples were taken at both workstations using the contact plate test. The results clearly demonstrate the effectiveness of the measures. Most of the detected particles are between 10 and 50 µm in size. The number decreases for smaller and larger particle sizes. Since these are cleanrooms, the contamination must have originated within the cleanroom itself. It is suspected that the particles are human skin flakes. Whether and how critically this contamination is viewed ultimately depends on the manufactured product and must be assessed by the QM/QS department.
|
Particle Sizes [µm] |
Workstation 1 |
Workstation 2 |
|
|
ISO 14644-9 |
< 1 |
0 |
0 |
|
1 - 5 |
27 |
1 |
|
|
5 - 10 |
22 |
1 |
|
|
10 - 50 |
254 |
4 |
|
|
50 - 100 |
11 |
||
|
100 - 500 |
0 |
0 |
|
|
|
Sum: |
314 |
6 |
|
Particle Sizes [µm] |
Workstation 1 |
Workstation 2 |
|
|
VDA 19 |
< 5 |
27 |
1 |
|
5 - 15 |
51 |
1 |
|
|
15 - 25 |
81 |
2 |
|
|
25 -50 |
144 |
2 |
|
|
50 - 100 |
11 |
0 |
|
|
100 - 150 |
0 |
0 |
|
|
|
Sum: |
314 |
6 |
Frequently, cleanrooms are equipped with a stationary particle monitoring system for airborne particles. It must be questioned whether the particles detected in the test would actually have been captured by the particle monitoring system. Depending on the potential damage caused by the particles found, it may be worthwhile to establish monitoring for particles > 10 µm. A proven solution is described again in VDA 19, which details the use of particle traps.
Using two practical examples, the sensitivity and flexibility of the oblique illumination method, implemented with the portable surface particle counter PartSens+ 4.0, have been demonstrated.
![]()
PMT Partikel-Messtechnik GmbH
Schafwäsche 8
71296 Heimsheim
Germany
Phone: + 49 7033 53740
Fax: + 49 7033 537422
email: info@pmt.eu
Internet: http://www.pmt.eu



